 2015-05-26
2015-05-26 554
554Электрохимическая размерная обработка выполняется в струе электролита, прокачиваемого под давлением через межэлектродный промежуток.
Электролит растворяет образующиеся на поверхности заготовки – анода соли и удаляет их из зоны обработки. Высокая производительность процесса заключается в том, что одновременно обрабатывается вся поверхность заготовки.
Участки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование происходит по методу копирования
Рис. 21.6. Схема электрохимической размерной обработки:
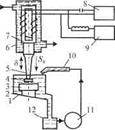 1 – инструмент – катод;
1 – инструмент – катод;
2 – заготовка – анод
Точность обработки повышается при уменьшении рабочего зазора. Для его контроля используют высокочувствительные элементы, которые встраивают в следящую систему.
Этот способ рекомендуют для обработки заготовок из высокопрочных сталей, карбидных и труднообрабатываемых материалов. Также можно обрабатывать тонкостенные детали с высокой точностью и качеством обработанной поверхности (отсутствует давление инструмента на заготовку).
Электрохимическая обработка основана на законах анодного растворения металлов при электролизе.
При прохождении электрического тока через электролит на поверхности заготовки происходят химические реакции, и поверхностный слой металла превращается в химическое соединение.
Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность этого способа зависит от электрохимических свойств электролита, обрабатываемого материала и плотности тока.








