 2015-05-26
2015-05-26 751
751| Габаритный размер поверхности, мм | Положение при заливке | Величина припуска,мм для отливок из | ||
| чугуна | стали | цветных сплавов | ||
| до 120 | верх | 2,5 | 3,5 | 3,0 |
| низ, бок | 2,0 | 3,0 | 2,0 | |
| 120 – 200 | верх | 3,0 | 5,0 | 4,0 |
| низ, бок | 2,5 | 3,5 | 3,0 | |
| 260 – 500 | верх | 4,0 | 6,0 | 5,0 |
| низ, бок | 3,5 | 4,0 | 4,0 | |
| 500 – 800 | верх | 5,5 | 7,0 | 6,0 |
| низ, бок | 4,5 | 5,0 | 5,0 |
Припуск на чертеже показывают тонкой линией или красным карандашом. Величину припуска указывают цифрой перед знаком шероховатости поверхности (см. рис. 1).
в) Назначение формовочных уклонов
Формовочные уклоны служат для удобства извлечения модели из формы и назначаются на те поверхности, которые располагаются вертикально относительно выбранной линии разъёма формы. Величина уклонов зависит от размера поверхности и материала модели. В единичном производстве обычно применяют деревянные модели, в серийном и массовом – металлические. Допускается изготовление из пластмасс. Величина уклонов выбирается по ГОСТ 3212-80. Значения их приведены в таблице 2. Формовочные уклоны на обрабатываемых поверхностях назначаются поверх припуска, на необрабатываемых и несопрягаемых – за счёт симметричного уменьшения и увеличения размера отливки. Уклоны закрашиваются на чертеже элементов литейной формы чёрным карандашом.
Таблица 2
Величина формовочных уклонов
| Высота боковой поверхности, мм | Угол наклона | |
| деревянная модель | металлическая, пластмассовая модель | |
| до 20 | 3° | 1°30' |
| 21 … 50 | 1°30' | 1° |
| 51 … 100 | 1° | 0°45' |
| 101 … 200 | 0°45' | 0°30' |
| более 200 | 0°30' | 0°30' |
г) Назначение литейных радиусов и рёбер
Литейные радиусы, рёбра и стяжки необходимы для предотвращения образования трещин в местах сопряжения поверхностей.
Значения радиусов определяют по формулам:
– для внутренних углов  ;
;
– для внешних углов  ,
,
где S1 и S2 – толщины сопрягаемых стенок.
Полученные значения радиусов округляют до чисел 3, 5, 8, 10, 15, 20, 25, 30.
Рёбра и стяжки обычно назначают на внутренние углы отливок из сплавов с повышенной усадкой.
д) Использование литейных стержней
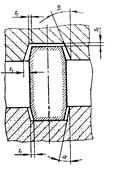
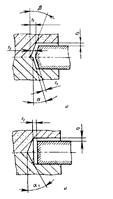
Литейные стержни предназначены для получения отверстий, полостей и углублений в отливках, которые невозможно получить формой. Стержни следует проектировать простой конфигурации. Поверхности сложной конфигурации желательно получать несколькими простыми стержнями или одним стержнем, но изготовленным (например, склеенным) из нескольких простых. Длина стержня складываются из длины отверстия и длины стержневых знаков, которые служат для крепления и фиксации стержня в форме. Размеры знаков выбирают по ГОСТ 3606-80 (рис. 2).
В целях предотвращения спекания смесей в отверстиях приняты следующие минимальные размеры отверстий, которые целесообразно получать стержнями: в отливках из стали – 30 мм, из чугуна – 15 мм, из цветных легкоплавких сплавов – 10 мм при длине отверстия до 20 мм и толщине стенки до 30 мм. При увеличении толщины стенки и длины отверстия в два и более раза минимальные диаметры получаемых отверстий увеличивают на 30…50%. При литье по выплавляемым моделям и под давлением проливаются отверстия с минимальным диаметром 3…5 мм и длиной не более 1,5 диаметров.
 |  | ||
а)
Рисунок 2. Знаки стержней
Длина горизонтальных знаков стержней определяется по табл. 3. Высота нижних вертикальных знаков стержней определяется по табл. 4, а высота верхних вертикальных знаков принимается не более 0,5 от высоты нижних вертикальных знаков.
Формовочные уклоны знаковых частей стержня принимаются по табл. 5, а зазоры между знаковыми поверхностями формы и стержня по табл. 6.
Стержни изображают сплошной тонкой линией или синим карандашом в масштабе чертежа, в разрезе штрихуют вдоль контурной линии штрихами (расстояние между штрихами в 2 раза больше, чем при штриховке металлов). Контуры стержней и знаков наносятся на минимальном, но достаточном для разработки модельного комплекта, числе изображений (проекций). Стержни обозначаются буквами «Ст», а если их несколько, то и порядковыми номерами, например Ст1, Ст2 и т.д.
Стержень для получения отверстий или углублений может быть заменён «болваном», если отношение диаметра отверстия или углубления к его высоте в одной полуформе менее 1. Минимальный диаметр основания земляного «болвана» – 20 мм. Применение земляных «болванов» обязательно в массовом и крупносерийном производствах.
Таблица 3
Длина горизонтальных знаков стержней
| Диаметр или половина периметра стержня, мм | Тип формы | Длина знака, мм, не более при длине стержня, мм | |||||||
| До 50 | 50 – 80 | 81 – 120 | 121 – 180 | 181 – 250 | 251 – 315 | 316 – 400 | 401 – 500 | ||
| Ф1 | – | – | – | – | |||||
| До 30 | Ф2 | – | – | – | – | ||||
| Ф3 | – | – | – | – | |||||
| Ф1 | – | – | |||||||
| 30 – 50 | Ф2 | – | – | ||||||
| Ф3 | – | – | – | ||||||
| Ф1 | |||||||||
| 51 – 80 | Ф2 | – | – | ||||||
| Ф3 | |||||||||
| Ф1 | – | ||||||||
| 81 – 120 | Ф2 | ||||||||
| Ф3 | |||||||||
| Примечание: Ф1 – сырая форма; Ф2 – сухая форма; Ф3 – форма, твердеющая в контакте с оснасткой |
Таблица 4








