 2015-05-30
2015-05-30 436
436Министерство образования и науки Российской Федерации
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«САРАТОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.Г. ЧЕРНЫШЕВСКОГО»
КОЛЛЕДЖ РАДИОЭЛЕКТРОНИКИ ИМЕНИ П.Н. ЯБЛОЧКОВА
ПРИНЯТО
На заседание цикловой
(предметной) комиссии
Протокол от ____№___
Задание
На курсовой проект
Специальность 151001 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Шифр, полное наименование
тема______________________________________________________________
полное наименование прописными буквами
__________________________________________________________________
Студента_________________________курса________________группы______
__________________________________________________________________
фамилия, имя, отчество
Саратов________Год
Содержание
Введение
1 Технологическая часть
1.1 Выбор типа производства
1.2 Анализ конструкции детали
1.3 Расчёт партии деталей
1.4 Расчёт размеров заготовки
1.5 Расчёт межоперационных припусков и размеров
1.6 Расчёт коэффициента использования материала
1.7 Разработка маршрута изготовления детали
1.8 Выбор оборудования
1.9 Расчёт режимов резания и техническое нормирование
2 Специальная часть
2.1 Расчёт режущего инструмента
2.2 Расчёт измерительного инструмента
2.3 Расчёт и описание приспособления
Список использованных источников
Приложения:
1 Приложение 1 –Чертёж детали и заготовки;
2 Приложение 2 – Инструмент измерительный – чертёж калибра-пробка;
3 Приложение 3 – Инструмент режущий – чертёж сверла спирального
4 Приложение 4 – Приспособление –кондуктор скальчатый
Введение
Ядром всей экономики страны является машиностроение. Ускорение научно-технического прогресса, перевод экономики на интенсивный путь развития, рост производительности труда, повышение качества и количества выпускаемой продукции возможно только благодаря мощной машиностроительной отрасли.
В настоящее время положение в машиностроительной отрасли можно назвать стабильным. Самое главное состоит в том, что определен вектор дальнейшего социально-экономического развития России, а значит и отечественного машиностроения. Союз машиностроителей России поставил круг задач, которые необходимо решить машиностроительной промышленности и определили пути их решения до 2020 года. Необходимо в короткие сроки решить две задачи: модернизацию самого машиностроения, технологическое перевооружение других отраслей экономики и кадровую.
Необходимо обновить основные средства производства, которые в настоящее время достигли критического уровня (до 75%). В перспективе стоит задача подготовки нового квалифицированного рабочего персонала, способного решать вопросы по обслуживанию сложнейшей новой техники, станков с ЧПУ.
В данной дипломной работе будет разработан новый технологический процесс на обработку детали «Корпус» с использованием не только универсального оборудования, но и станков с программным числовым управлением, будут выбраны оптимальные режимы резания, применена специальная технологическая оснастка и специальный режущий и измерительный инструмент, с помощью которых будут обеспечены наиболее высокие показатели производительности.
1 Технологическая часть
1.1 Выбор типа производства
Определение типа производства осуществляется исходя из габаритов, массы и годового объема выпуска изделия. Тип производства и соответствующие ему формы организации труда, определяют характер технологического процесса и его построение.
Для определения типа производства используют коэффициент серийности, характеризующий производство по величине загрузки оборудования.
Тип производства выбирается в зависимости от годовой программы выпуска и массы детали по таблице 1.
Таблица 1 – Тип производства в зависимости от годовой программы выпуска и массы детали
| Тип производства | Годовая программа, шт. | ||
| Тяжелые, свыше 500кг | Средние, свыше 30 до 500кг | Легкие, до 30кг | |
| Единичное | До 5 | До 10 | До 100 |
| Мелкосерийное | 5 - 100 | 100 - 200 | 100 – 500 |
| Среднесерийное | 100 - 300 | 200 - 500 | 500 – 5000 |
| Крупносерийное | 300 - 1000 | 500 - 5000 | 5000 – 50000 |
| Массовое | Свыше 1000 | Свыше 5000 | Свыше 50000 |
Тип данного производства – среднесерийный, т.к. годовой объем выпуска деталей Q=5000 шт. при массе детали 1,8 кг.
Серийным называют производство, при котором изготовление деталей ведется партиями и сериями, регулярно повторяющимся через определенные промежутки времени. В таком производстве используют высокопроизводительное оборудование, где наряду с универсальным применяют даже специальное оборудование. При этом широко используют переналаживаемые быстродействующие приспособления, универсальный и специальный режущий и измерительный инструмент, увеличивающие производительность. Оборудование, предназначенное для обработки заготовок, выпускаемых в большом количестве, располагают по ходу технологического процесса. Цикл изготовления продукции при серийном производстве по сравнению с единичным производством короче, а себестоимость выпускаемой продукции ниже.
Продукцией серийного производства являются машины установившегося типа, имеющие значительное распространение. Такой продукцией являются металлорежущие станки, стационарные двигатели внутреннего сгорания, гидротурбины небольших электростанций, насосы, компрессоры и т.п.
1.2 Анализ детали и чертежа
Наименование: Втулка
Объём полученной детали:
 (1)
(1)
 (2)
(2)
где d – диаметр элемента детали (мм);
l – длина элемента детали (мм).



 Масса полученной детали:
Масса полученной детали:
 (5)
(5)
где ρ – удельный вес стали (7,85 г/см3).

1.3 Расчет партии деталей
Годовой выпуск детали составляет 5000 штук в год. Отсюда можно сделать вывод, что это среднесерийное производство.
Месячная загрузка q:
 . (6)
. (6)
Количество деталей в партии:
 , (7)
, (7)
где n – количество деталей в партии;
k – коэффициент закрепления операций (10);
Q – годовая программа (5000 шт.);
F – количество рабочих дней в году (250).
 штук.
штук.
Тогда n = 200 штук.
1.4 Расчет размеров заготовки
Заготовку получаем методом штамповки на горизонтально-ковочной машине.
Объём полученной заготовки:
 (8)
(8)
где d – диаметр заготовки;
l – длина заготовки.



Масса полученной заготовки определяется по формуле (5):

1.5 Расчёт межоперационных припусков и размеров
| Наименование операции и обрабатываемой поверхности | Припуск на размер | Размер, полученный на данной обработке | Допустимое отклонение | Записываемый результат |
| Æ60мм Ток. чистовая Ток. черновая Заготовка | 1,1 3,3 4,4 | 58,9 55,6 | -1,2 -0,74 | 60-1,2 58,9-0,74 55,6 |
| Æ72Н7 мм Ток. чистовая Ток. чистовая Ток. черновая Заготовка | 1,1 1,3 2,0 4,4 | 70,9 69,6 67,6 | -1,2 -1,2 -0,74 | 72-1,2 70,9-1,2 69,6-0,74 67,6 |
| Æ48мм Ток. чистовая Ток. черновая Заготовка | 1,0 3,0 4,0 | -1,2 -0,74 | 48-1,2 49-0,74 | |
| Æ28мм Ток. чистовая Ток. черновая Заготовка | 1,1 2,9 4,0 | 26,9 | -0,84 -0,52 | 28-0,84 26,9-0,52 |
| L88 мм Токарная 1 Заготовка | 2,2 2,2 | 90,2 | -0,87 +0,5 | 88-0,87 90,2+0,5 |
| Æ8H11 (+0,3) мм Сверление Заготовка | -0,87 +0,5 | 8+0,3 |
Таблица 2 – Межоперационные припуски
Продолжение таблицы 2
| Наименование операции и обрабатываемой поверхности | Припуск на размер | Размер, полученный на данной обработке | Допустимое отклонение | Записываемый результат |
| L=94-0,35 мм Токарная 1 Токарная 2 Заготовка | 0,9 0,9 1,8 | 94,9 95,8 | -0,35 -0,5 ±0,5 | 94-0,35 94,9-0,5 95,8±0,5 |
| L122мм Токарная 1 Токарная 2 Заготовка | 1,1 3,3 4,4 | 123,1 126,4 | -1,0 -1,0 +1,0 | 122-1,0 123,1-1,0 126,4+1,0 |
1.6 Расчёт коэффициента использования материала
Расчет массы детали:
 ,
,
где Vд – общий объем детали (81,2 см3);
ρ – удельный вес стали (7,85 г/см3);
Расчет массы заготовки:
 ,
,
где Vз – объем заготовки (132,5 см3);
Коэффициент использования материала:
 , (9)
, (9)
где k – коэффициент используемого материала;
mд – масса детали;
mз – масса заготовки.
1.7 Разработка маршрута изготовления детали
Разработанный маршрутный технологический процесс приведен в таблице 4.
| № операций | Поверхность | Оборудование | Приспособление |
| Заготовительная | Горизонтально-ковочная машина | ||
| Токарная с ЧПУ | 1. Подрезаем торец Æ80 2. подрезать торец выдерживая размер L94-0,35 мм; 3. расточить отверстие до Æ60 мм l=88 мм; 4. точим начисто отверстие Æ60-0,043 l=88 мм; 5. расточить отверстие до Æ72мм l=2 мм; 6.точим начисто Æ72 7. точим начисто Æ72 | Токарный станок 16К20 | 3-х кулачковый самоцентрирующий пневматический патрон |
| Токарная с ЧПУ | 1.Подрезаем торец Æ 48 2.Подрезаем торец Е 3.Подрезаем боковую поверхность L28 4.Растачиваем отверстие до Æ28 и на длину L34 5.Точим начисто Æ28 | Токарный станок 16К20 | 3-х кулачковый самоцентрирующий пневматический патрон |
| Фрезерная с ЧПУ | 1. фрезеруем боковую поверхность L88 | Универсально-фрезерный станок с ЧПУ модели СФ676Ф3 | Тиски пневматические поворотные с призматическими губками |
| Сверлильная с ЧПУ | 1.центруем отверстие 2. сверлим отверстие Æ8 | Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-01 | Тиски пневматические поворотные |
| Шлифовальная | 1.Шлифуем торец Æ80 2. Шлифуем торец и боковую поверхность Æ72 3. Шлифуем отверстие Æ60 | Плоскошлифовальный станок модели РВР-170 | |
| Контрольная | Стол контрольный |
1.8 Выбор оборудования
Станок токарно-винторезный модели 16К20
Технические характеристики станка:
Наибольший диаметр обрабатываемой заготовки, мм:
Под станиной – 400; под суппортом – 220.
Наибольший диаметр прутка, проходящего через отверстие шпинделя, мм – 53.
Наибольшая длина обрабатываемой заготовки, мм – 1000.
Шаг нарезаемой резьбы: метрической до 20.
Частота вращения шпинделя, об/мин – 12,5-2000.
Число скоростей шпинделя – 22.
Наибольшее перемещение суппорта, мм: продольное – 900, поперечное – 250.
Подача суппорта, мм/об (мм/мин): продольная – 3-1200, поперечная – 1,5-600.
Число ступеней подач бесступенчатое.
Мощность электродвигателя главного привода, кВт – 10.
Габаритные размеры, мм: длина – 3360, ширина – 1710, высота – 1750.
Масса 4000 кг.
Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-01
Технические характеристики станка:
Наибольший условный диаметр сверления в стали, мм – 35.
Рабочая поверхность стола, мм – 400х710.
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм – 600.
Вылет шпинделя, мм – 450.
Конус Морзе отверстия шпинделя – 4.
Число скоростей шпинделя – 12.
Частота вращения шпинделя, об/мин – 45-2000.
Число подач шпинделя – 18.
Подача шпинделя, мм/об – 10.
Мощность электродвигателя привода главного движения, кВт – 3,7.
Габаритные размеры, мм: длина – 1800, ширина – 2170, высота – 2700.
Масса 4700 кг.
Универсально-фрезерный станок с ЧПУ модели СФ676Ф3
Технические характеристики станка:
Рабочая площадь поверхности вертикального стола, мм – 250х630.
Перемещения стола, мм: продольное – 450; вертикальное – 380.
Наименьшее и наибольшее расстояния от оси горизонтального шпинделя до съемного углового стола, мм – 80...460.
Наибольшее перемещение шпиндельной бабки, мм – 300.
Наибольшее расстояние от торца вертикального шпинделя до плоскости съемного стола, мм – 380.
Перемещение вертикального шпинделя (вверх - вниз), мм – 80.
Наибольший угол поворота вертикальной головки, град. – ± 90.
Конус вертикального и горизонтального шпинделей – 40.
Число скоростей шпинделей – 16.
Пределы частоты вращения шпинделей, об/мин: горизонтального – 50...1630;
вертикального – 63...2040.
Число рабочих подач стола и бабки – 16.
Пределы подач стола и бабки, мм/мин – 13...395.
Скорость (ускоренная) перемещения стола и бабки, мм/мин – 935.
Мощность двигателя главного привода, кВт – 3.
Габаритные размеры станка, мм: длина – 1200; ширина –1240; высота – 1780.
Масса 1050 кг.
Плоскошлифовальный станок модели РВР-170
Технические характеристики станка:
Потребляемая мощность- 0,6 кВт
Напряжение – 230В
Размер рабочего стола - 152×304 мм
Max продольная подача – 340 мм
Max поперечная подача – 170 мм
Max расстояние между центром шпинделя – 210 мм
Размер крепежной плиты (длина ×ширина) – 150 мм × 300мм
Поперечная подача – 0,02 мм
Вертикальная подача – 0,0254 мм/об
Скорость шлифовального круга – 2800 об/мин
Размер шлифовального круга - 180×13×31,75 мм
Мощность двигателя шпинделя – 0,55 кВт
Max нагрузка на стол – 30 кг
Высота станка – 1450 мм
Масса – 260 кг
1.9 Расчёт режимов резания и техническое нормирование
010 Токарная с ЧПУ
1.Установить снять деталь
2.Подрезаем торец Æ80
3.подрезать торец выдерживая размер L94-0,35 мм;
4.расточить отверстие до Æ60 мм l=88 мм;
5.точим начисто отверстие Æ60-0,043 l=88 мм;
6.расточить отверстие до Æ72мм l=2 мм;
7.точим начисто Æ72
8.точим начисто Æ72
Оборудование: токарно-винторезный станок с ЧПУ модели 16А20Ф3.
Приспособление: 3-х кулачковый разжимной патрон с пневмозажимом.
2. Режущий инструмент: проходной отогнутый резец с пластиной из твёрдого сплава Т15К6 
Режимы резания: S = 0,6 мм/об [1, таблица 7, стр. 647];
t = 4,4 мм.
V= 153 м/мин [1, таблица 7, стр. 649]
Частота вращения шпинделя для второго перехода:
 , (10)
, (10)
где n – частота вращения шпинделя;
v – скорость резания;
d – обрабатываемый диаметр.
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время:
 , (11)
, (11)
где L – длина хода инструмента;
 – величина врезания и перебега;
– величина врезания и перебега;
i – количество проходов;
S – подача;
nф – частота вращения патрона.
 .
.
3. Режущий инструмент: проходной отогнутый резец с пластиной из твёрдого сплава Т15К6
Режимы резания: S = 0,6 мм/об [1, таблица 7, стр. 647];
v = 110 м/мин [1, таблица 7, стр. 649]
t = 4,4 мм.
Частота вращения шпинделя для третьего перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время определяется по формуле (11):
 .
.
4. Режущий инструмент: проходной расточной резец с пластиной из твёрдого сплава Т15К6 
Режимы резания: S = 0,6 мм/об [1, таблица 7, стр. 647];
v = 110 м/мин [1, таблица 7, стр. 649];
t = 4,4мм.
Частота вращения шпинделя для четвертого перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
При черновом контурном точении частота вращения шпинделя принимается как наименьшая величина из всех обрабатываемых поверхностей:  = 500 об/мин.
= 500 об/мин.
Основное время определяется по формуле (11):
 .
.
5. Режущий инструмент: проходной расточной резец с пластиной из твёрдого сплава Т15К6
Режимы резания: S = 0,2 мм/об [1, таблица 7, стр. 647];
v = 140 м/мин [1, таблица 7, стр. 649];
t = 4,4 мм.
Частота вращения шпинделя для пятого перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время определяется по формуле (11):
 .
.
Общее основное время:
 .
.
Вспомогательное время:
 , (12)
, (12)
где  – вспомогательное время;
– вспомогательное время;
 – время на установку = 0,1 мин [6, карта 51, стр. 138];
– время на установку = 0,1 мин [6, карта 51, стр. 138];
 – время на измерение = 0,21 мин [6, карта 64, стр. 160];
– время на измерение = 0,21 мин [6, карта 64, стр. 160];
 = 0,22 мин [6, карта 62, стр. 158];
= 0,22 мин [6, карта 62, стр. 158];
 = 0,22 мин;
= 0,22 мин;
k – коэффициент, учитывающий серийность работ = 0,81.
 .
.
Оперативное время:
 . (13)
. (13)
 .
.
Дополнительное время:
 . (14)
. (14)

Штучное время:
 . (15)
. (15)
 .
.
Штучно-калькуляционное время:
 , (16)
, (16)
где Тп.з. – подготовительно-заключительное время = 12 мин [6, карта 49, стр. 136];
n – количество деталей в партии = 200 шт.

015 Токарная с ЧПУ
1. установить и снять деталь;
2.Подрезаем торец 48
3.Подрезаем торец Е
4.Подрезаем боковую поверхность L28
5.Растачиваем отверстие до 28 и на длину L34
6.Точим начисто 28
Оборудование: токарно-винторезный станок с ЧПУ модели 16А20Ф3.
Приспособление: 3-х кулачковый разжимной патрон с пневмозажимом.
2. Режущий инструмент: проходной отогнутый резец с пластиной из твёрдого сплава Т15К6
Режимы резания: S = 0,6 мм/об [1, таблица 7, стр. 647];
v = 110 об/мин [1, таблица 7, стр. 649];
t = 4 мм.
Частота вращения шпинделя для второго перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время определяется по формуле (11):
 .
.
3. Режущий инструмент: проходной расточной резец с пластиной из твёрдого сплава Т15К6
Режимы резания: S = 0,6 мм/об [1, таблица 7, стр. 647];
v = 110 м/мин [1, таблица 7, стр. 649];
t = 4 мм.
Частота вращения шпинделя для пятого перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время определяется по формуле (11):
 .
.
Общее основное время:

Вспомогательное время определяется по формуле (12):
– время на установку = 0,1 мин [6, карта 51, стр. 138];
– время на измерение = 0,12х3 = 0,36 мин [6, карта 64, стр. 160];
= 0,10х2 = 0,20 мин [6, карта 62, стр. 158];
= 0,22х2 = 0,44 мин;
k – коэффициент, учитывающий серийность работ = 0,81.
 .
.
Оперативное время определяется по формуле (13):
 .
.
Дополнительное время определяется по формуле (14):

Штучное время определяется по формуле (15):
 .
.
Штучно-калькуляционное время определяется по формуле (16):
Тп.з. – подготовительно-заключительное время = 13 мин [6, карта 49, стр. 136].
020 Сверлильная с ЧПУ
1. установить и снять деталь;
2. центровать 1 отверстие
3. сверлить отверстие, выдерживая размер Æ8+0,3 мм;
Оборудование: вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-01.
Приспособление: тиски пневматические с призматическими губками.
2. Режущий инструмент: сверло центровое Æ1 мм Р6М5.
Режимы резания: S = 0,03 мм/об [6, карта 6, стр. 238];
v = 70 м/мин [6, карта 6, стр. 238];
n = 2000 об/мин [6, карта 6, стр. 238];
t = 0,5 мм.
Основное время для второго перехода определяется по формуле (11):
 .
.
3. Режущий инструмент: сверло спиральное Æ8 мм Р6М5.
Режимы резания: S = 0,03 мм/об [6, карта 3, стр. 235];
v = 83 м/мин [6, карта 7, стр. 240];
t = 1,6 мм.
Частота вращения патрона определяется по формуле (10):
n=  .
.
Уточняется по паспортным данным станка:  .
.
Основное время для третьего перехода определяется по формуле (11):
L – длина хода инструмента = 12+2 = 14 мм [6, карта 43, стр. 287];
 .
.
Основное время для всех переходов:
 .
.
Вспомогательное время определяется по формуле (12):
 – время на установку заготовки = 0,16 мин [6, карта 44, стр. 289];
– время на установку заготовки = 0,16 мин [6, карта 44, стр. 289];
 – время на измерение = 0,19 мин;
– время на измерение = 0,19 мин;
 = 0,05х3 = 0,15 мин [6, карта 47, стр. 296];
= 0,05х3 = 0,15 мин [6, карта 47, стр. 296];
 = 0,20х3 = 0,60 мин.
= 0,20х3 = 0,60 мин.
 .
.
Оперативное время определяется по формуле (13):
 .
.
 .
.
Штучное время определяется по формуле (15):
 .
.
Штучно-калькуляционное время определяется по формуле (16):
 – подготовительно-заключительное время = 10 мин [6, карта 50, стр. 301].
– подготовительно-заключительное время = 10 мин [6, карта 50, стр. 301].
 .
.
025 Фрезерная с ЧПУ
1. установить и снять детали;
2. фрезеруем боковую поверхность L88
Оборудование: универсально-фрезерный станок с ЧПУ модели СФ676Ф3.
Приспособление: Специальное многокрепежное оборудование для закреплеия 3-х заготовок
2. Режущий инструмент: концевая фреза D = 10 мм, z = 4 из быстрорежущей стали Р6М5.
Режимы резания:  =0,1 мм/зуб [6, карта 35 лист 2, стр. 372];
=0,1 мм/зуб [6, карта 35 лист 2, стр. 372];
t = 2,2 мм.
Скорость резания:
 , (17)
, (17)
где Сv = 46,7 [2, таблица 39, стр. 287];
q = 0,45 [2, таблица 39, стр. 287];
y = 0,5 [2, таблица 39, стр. 287];
m = 0,33 [2, таблица 39, стр. 287];
T = 80 [6, карта 27, стр. 355];
u =0,1 [2, таблица 39, стр. 287];
x = 0,5 [2, таблица 39, стр. 287];
p = 0,1 [2, таблица 39, стр. 287].
 , (18)
, (18)
где Kмv – коэффициент, учитывающий влияние материала заготовки.
Для стали
 , (19)
, (19)
где KГ – коэффициент, характеризующий группу стали по обрабатываемости;
KГ = 1,0 [2, таблица 2, стр. 262];
σВ = 750 МПа;
nV = 1 [2, таблица 2, стр. 262].
 .
.
Kпv – коэффициент, учитывающий влияние состояния поверхности заготовки;
Kпv = 1 [2, таблица 5, стр. 263];
Kиv – коэффициент, учитывающий влияние инструментального материала;
Kиv = 1 [2, таблица 6, стр. 263].
 .
.
 .
.
Частота вращения шпинделя для второго перехода определяется по формуле (10):
 .
.
Уточняется по паспортным данным станка:  .
.
Основное время:
 , (20)
, (20)
где L – длина хода инструмента = 88 мм;
– подача на зуб = 0,1 мм/зуб;
n – число оборотов фрезы = 40 об/мин;
z – число зубьев фрезы = 4;
i – число проходов = 1.
 .
.
Вспомогательное время определяется по формуле (12):
tуст – время на установку и снятие детали = 0,46 мин [6, карта 59, стр. 426];
tизм – время на измерение = 0,12х3=0,36 мин [6, карта 67,стр. 446];
tпер = 0,06 мин [6, карта 64, стр. 440];
k – коэффициент, учитывающий серийность производства = 0,81.
 .
.
Оперативное время определяется по формуле (13):
 .
.
 .
.
Штучное время определяется по формуле (15):
 .
.
Штучно-калькуляционное время определяется по формуле (16):
– подготовительно-заключительное время = 17 мин [6, карта 56, стр. 422].
 .
.
030 Плоскошлифовальная
1. установить и снять деталь;
2.Шлифуем торец Æ80
3. Шлифуем торец и боковую поверхность Æ72
4. Шлифуем отверстие Æ60
Оборудование: плоскошлифовальный станок модели РВР-170.
Приспособление: Тиски пневматические поворотные с призматическими губками.
2. Режущий инструмент: шлифовальный круг D = 60 мм, B = 20 мм [6, карта 33, стр. 663].
Режимы резания:  – скорость вращения детали = 35 м/мин [6, карта 6, стр. 628];
– скорость вращения детали = 35 м/мин [6, карта 6, стр. 628];
 – число оборотов обрабатываемой детали = 140 об/мин [6, карта 6, стр. 628].
– число оборотов обрабатываемой детали = 140 об/мин [6, карта 6, стр. 628].
 , (24)
, (24)
где T – стойкость инструмента = 120 мин;
 – поправочный коэффициент в зависимости от диаметра шлифовального круга и обрабатываемого материала=1,15 [6, карта 26, стр. 655].
– поправочный коэффициент в зависимости от диаметра шлифовального круга и обрабатываемого материала=1,15 [6, карта 26, стр. 655].
 .
.
Основное время:
 , (25)
, (25)
где h – припуск на диаметр = 0,3 мм;
К – коэффициент, учитывающий время зачистки = 1,0 [6, карта 34, стр. 664].
 .
.
Вспомогательное время определяется по формуле (14):
tуст = 0,39 мин [6, карта 16, стр. 640];
tизм = 0,25 мин [6, карта 18, стр. 643].
tпер = 0,06 мин.
 .
.
Оперативное время определяется по формуле (15):
 .
.
 .
.
Штучное время определяется по формуле (17):
 .
.
Штучно-калькуляционное время определяется по формуле (18):
Тп.з. – подготовительно-заключительное время = 10 мин [6, карта 20, стр. 646];
 .
.
2 Специальная часть
2.1 Расчет режущего инструмента
Расчет осуществляется для сверла спирального диаметром 8 мм из быстрорежущей стали Р6М5. Исходя из малого диаметра сверла, целесообразно изготавливать его цельным. Сверло применяется на операции 030 Сверлильная с ЧПУ.
1 Диаметр сверла.
Необходимо просверлить отверстие диаметром 8 мм. Диаметр сверла D должен быть 8 мм; по ГОСТ 885-77 указанный диаметр имеется.
2 Режимы резания по нормативам.
Sо = 0,15 мм/об [6, карта 3, стр. 235];
v = 34,4 м/мин [6, карта 7, стр. 240].
3 Осевая составляющая силы резания.
 , (26)
, (26)
где D – диаметр сверла = 8 мм;
 – подача на оборот = 0,15 мм/об.
– подача на оборот = 0,15 мм/об.
 , (27)
, (27)
где np = 1,0 [2, таблица 9, стр. 264].
 .
.
 .
.
4 Момент сил сопротивления резанию (крутящий момент).
 , (29)
, (29)
где  [2, таблица 32, стр. 281];
[2, таблица 32, стр. 281];
 [2, таблица 32, стр. 281];
[2, таблица 32, стр. 281];
 [2, таблица 32, стр. 281];
[2, таблица 32, стр. 281];
 .
.
. 
5 Выбор типа хвостовика.
Для сверла Æ8 мм в соответствии с ГОСТ 10903-77 рекомендуется использовать конический хвостовик с конусом Морзе №1.
Конструктивные параметры хвостовика устанавливаются в соответствии с ГОСТ 25557-82: D1 = 8,2 мм; d2 = 6 мм; l4 = 65,5 мм; конусность 1: 20,047 = 0,04988.
6 Длина сверла.
Общая длина сверла L; длины рабочей части l0, хвостовика и шейки l2 могут быть приняты по ГОСТ 10903-77: L = 182 мм; l 0 = 101 мм; l2 = 81 мм; d1 = D1 - 1,0 = 8 - 1 = 7 мм.
7 Геометрические и конструктивные параметры рабочей части сверла.
По нормативам:
 – угол наклона винтовой канавки;
– угол наклона винтовой канавки;
 – углы между режущими кромками;
– углы между режущими кромками;
 – задний угол;
– задний угол;
 – угол наклона поперечной кромки.
– угол наклона поперечной кромки.
Шаг винтовой канавки:
 . (30)
. (30)
8 Толщина сердцевины сверла.
Исходя из диаметра сверла диаметр сердцевины = 0,14 D.
 .
.
Утолщение сердцевины по направлению к хвостовику принимается равным 1 мм.
9 Обратная конусность сверла.
Исходя из диаметра сверла конусность равна 0,19 мм.
10 Ширина ленточки и высота затылка по спинке.
 [4, стр. 194, таблицы 63];
[4, стр. 194, таблицы 63];
 [4, стр. 194, таблицы 63].
[4, стр. 194, таблицы 63].
11 Ширина пера.
 . (31)
. (31)
Основные технические требования и допуски на размеры сверла устанавливаются в соответствии с ГОСТ 885-77:
– Предельные отклонения диаметров по Н9.
– Допуск на общую длину и длину рабочей части сверла по H14 по ГОСТ 25347-82.
– Предельные отклонения размеров конуса хвостовика по ГОСТ 2848-75.
– Твердость рабочей части – 63...66 HRC, у лапки хвостовика 32...46,5 HRC.
2.2 Расчет измерительного инструмента
Под измерением понимают опыт, в результате которого получают количественную характеристику свойств объекта, явления или процесса с погрешностью, не превышающей допустимую. Поэтому выбор видов, методов, средств измерений, условий их выполнения и методики обработки результатов наблюдений всегда ограничен требованием обеспечения установленной точности.
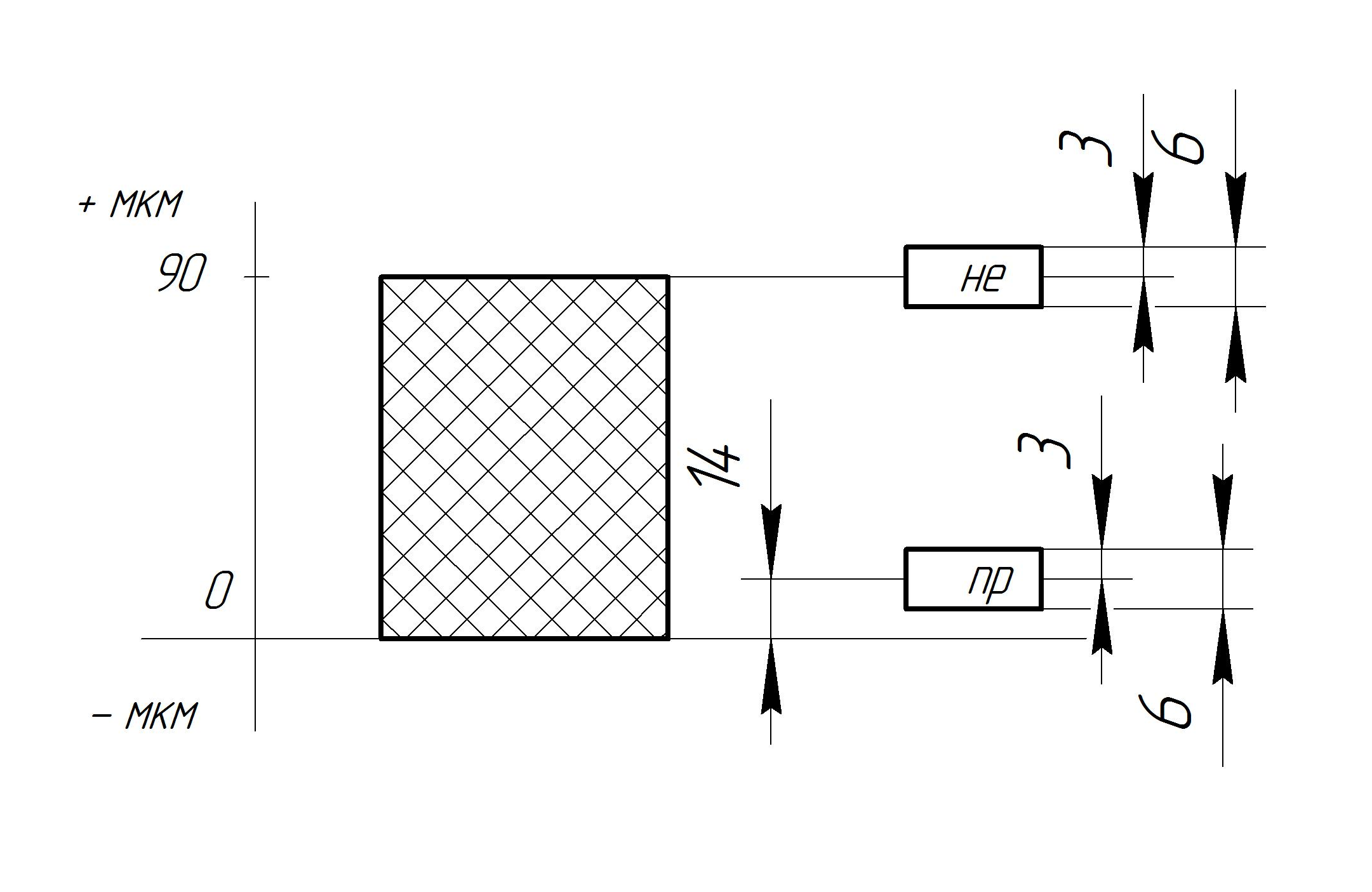
В качестве измерительного инструмента применяется калибр-пробка.
dmax = 8,09 мм;
dmin = 8 мм;
z=0,014
Проходной размер калибра:
ПР =  [10, стр. 110-111, таблица 6.1];
[10, стр. 110-111, таблица 6.1];
ПР = 8 + 0,014 -  = 8,017мм.
= 8,017мм.
Непроходной размер калибра:
НЕ =  ;
;
НЕ = 8,093 +  = 8,093 мм.
= 8,093 мм.
2.3 Расчет и описание приспособления
Приспособление состоит из корпуса, который устанавливается на стол станка. Внутри корпуса расположен пневмоцилиндр, который устанавливается на основание. Основание крепится к корпусу болтами.Перемещение поршня пневмоцилиндра при зажимеи отжиме заготовки производится сжатым воздухом, который подводится к пневмоцилиндру через специальную полость.
Приспособление работает следующим образом. Обрабатываемая заготовка устанавливается на постоянную опору (центровик) так, чтобы оси просверливаемых отверстий расположились вертикально, соответственно направлению рабочей подачи сверла. После закрепления в таком положении на заготовку устанавливают накладной кондуктор.В накладном кондукторе имеются отверстия, в которые запрессованы кондукторные втулки. Сверху накладной кондуктор поджимается быстросменной шайбой и гайкой. Далее идет зажим подачей штока пневмоцилиндра. Для снятия приспособления со стола станка на поверхности корпуса имеются рым-болты.
Таким образом, при использовании данного приспособления достигается максимальный эффектобработки отверстий.








