 2015-06-10
2015-06-10 387
387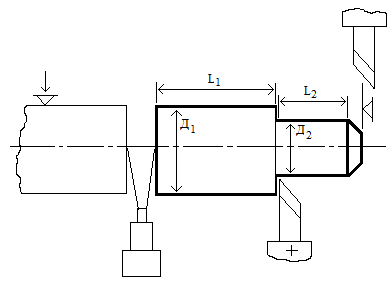
Рисунок А.1 – Схема обработки детали на токарно-револьверном станке
Содержание операции:
1. Подача прутка до упора и закрепление;
2. Обточка диаметра на L2;
3. Обточка фаски;
4. Обточка диаметра на L1;
5. Отрезание детали от прутка длиной L1+L2.
Таблица А.1 – Исходные данные для определения нормы времени
| № группы | L1, мм | L2, мм | (Тобс+Тотл), % от Топ | Переходы |
| 40+П | 30+П | 5+5 | 1. Обточка диаметра на L1; 2. Обточка фаски; 3. Отрезание | |
| 30+П | 25+П | 5+7 | 1. Обточка диаметра на L1; 2. Обточка фаски; 3. Обточка диаметра на L2 | |
| 20+П | 15+П | 7+5 | 1. Установка детали; 2. Обточка диаметра на L2; 3. Отрезание |
Прочие исходные данные:
- П – порядковый номер фамилии студента в журнале;
- число рабочих проходов – один;
- подача на обточке на L1, L2 – 0,32 мм/об.;
- подача на отрезание прутка – 0,08 мм/об.;
- частота вращения на обточке на L1 – 1100 об/мин.;
- частота вращения на обточке на L2 – 1200 об/мин.;
- частота вращения на отрезание прутка – 320 об/мин.;
- длина пути инструмента при отрезании прутка – 20 мм;
- припуск на обработку на L1 – 2 мм;
- припуск на обработку на L2 – 4 мм;
- глубина резания соответствует величине припуска на сторону;
- основное время на обточку фаски – 0,11 мин.;
- неперекрываемое время на измерение штангенциркулем – 0,14;
- время на установку прутка – 0,16 мин.;
- время на переход – 0,28 мин.;
- подготовительно-заключительное время на смену – 20 мин.
Окончание приложения А
Таблица А.2 – Исходные данные для определения численности рабочих
| № № группы | Режим работы | Количество рабочих смен в сутках | Коэффициент перевыполнения норм | Время неявок на 1 рабочего в год, час. | Время выходных и праздников за год, сут. | Сменное задание, шт. |
| прерывный | 1,1 | |||||
| прерывный | 1,2 | |||||
| прерывный | 1.3 |
Таблица А.3 – Исходные данные для расчета фонда оплаты труда рабочих
| № группы | Часовая тарифная ставка, руб./час. | Премии, % | Доплата за ночные часы, % от часовой тарифной ставки | Коэффициент дополнитель- ной зарплаты | Коэффициент сдельного приработка | Поясная надбавка |
| 0,12 | 0,15 | |||||
| 0,13 | 0,07 | |||||
| 0,11 |








