 2015-06-16
2015-06-16 300
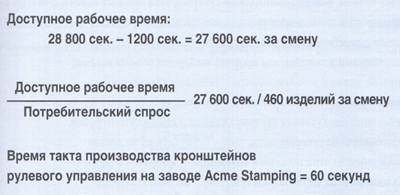
300Вычисление времени такта начинается с определения доступного рабочего времени для одной смены сборочного цеха завода Асте, продолжительность которой 28 800 секунд (восемь часов). Из этого времени вы вычитаете все нерабочее время, которое включает два 10-минутных перерыва за смену. Потребитель желает получать 460 изделий за смену. На это число делится доступное рабочее время, и получается время такта 60 секунд.
Такая величина времени такта означает, что для удовлетворения запросов потребителя сборочному процессу завода Асте в течение всей смены каждые 60 секунд надо выпускать один кронштейн рулевого управления. Это время не учитывает вынужденные простои оборудования, время переналадки при переключении производства между левосторонним и правосторонним кронштейнами или производство брака. Если завод Асте не сможет немедленно устранить, например, проблемы простоя, то может принять решение установить темп сборки больший, чем время такта. Однако время такта - это ориентир, определенный на основе запросов потребителя, изменить которые заводу Асте Stamping не под силу.








