2015-06-16
2015-06-16 318
318Примечание:
Для частой переналадки оборудования в ячейке оператору, вероятно, потребуется держать наготове все крепежные приспособления и всю номенклатуру деталей. Однако когда все детали лежат рядом, вам могут понадобиться особые методы (устройства защиты от ошибок), чтобы не перепутать эти детали между собой.
Теперь преимущества потока создания ценности должны стать для вас очевидными. Немного усилий по выравниванию номенклатуры изделий в задающем ритм процессе, которое может показаться непростым в данном месте, позволяют сократить время выполнения заказа, повысить качество и сократить затраты всего потока создания ценности. Вы можете предположить, что эти преимущества только увеличатся, если рассматривать более длинный и сложный поток создания ценности, чем в нашем примере с заводом Acme.
Как обеспечить, чтобы возвращающиеся в сварочно-сборочную ячейку карточки канбан, служащие указанием на начало работы, поступали в последовательности, которая выравнивает номенклатуру продуктов в течение рабочей смены? На заводе Acme существуют два места, где партии карточек канбан могут быть перехвачены и возможно выполнение выравнивания. (Мы будем предполагать, что Acme принял решение использовать ящик сглаживания загрузки, чтобы поддерживать выровненную номенклатуру изделий, пошаговое изъятие и фактически вытягивание.)
ВАРИАНТ А. Отдел управления производством может размещать карточки отбора (перемещения) канбан в соответствии с заказами потребителя в ящике сглаживания загрузки рядом с местом отгрузки в смешанной последовательности: левосторонний привод и правосторонний привод. Затем рабочий в нужные интервалы времени, равные питчу (в нашем случае это 20 минут), извлечет эти карточки канбан из ящика сглаживания одну за другой и переместит контейнеры с кронштейнами из супермаркета готовых изделий в область хранения товаров один за другим в порядке, соответствующем карточкам отбора канбан.
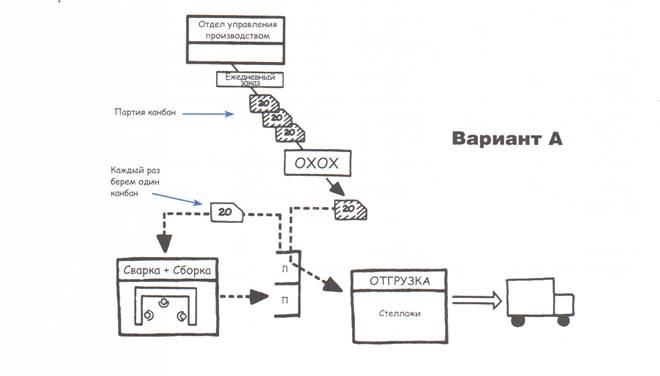
По мере того как из супермаркета извлекается каждый контейнер, карточки канбан производства с этих контейнеров переносятся обратно в ячейку, служа командой для производства левосторонних/правосторонних изделий, что точно отражает указанные отделом управления производством номенклатуру и порядок изъятия. Эта сглаживающая опция показана на завершенной карте будущего состояния Асmе.
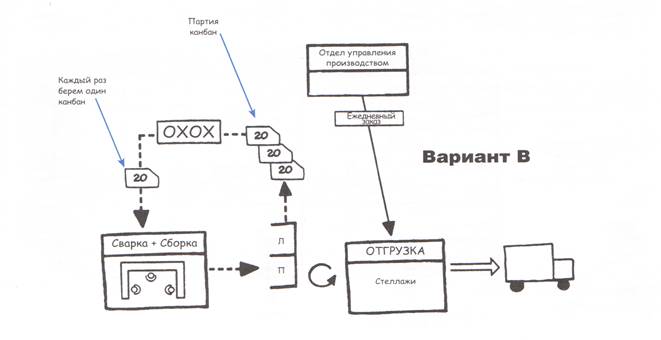
ВАРИАНТ В. Отдел управления производством может посылать ежедневные заказы потребителя рабочему, который сразу забирает соответствующие контейнеры из отдела продаж и устанавливает их на стеллажи для отгрузки. Приизвлечении контейнеров набирается партия карточек канбан производства, которые размещаются в ящике сглаживания загрузки рядом с ячейкой в смешанной последовательности левосторонних/правосторонних приводов. Затем рабочий отдела сварки/сборки извлекает из ящика сглаживания карточки канбан производства по одной каждый заданный интервал времени (питч), благодаря чему производство левосторонних/правосторонних приводов идет в нужной последовательности.
Недостаток варианта В по сравнению с вариантом А состоит в том, что в варианте В целая партия готовых изделий сразу перемещается на отгрузку. Бережливое производство стремится, насколько возможно, избегать или минимизировать образование партий продукции, постоянно приближаясь к непрерывному потоку. К тому же, если в какое-то время Асmе сможет уменьшить свой супермаркет, чтобы иметь менее чем однодневный запас, то извлечение из супермаркета однодневного объема изделий будет невозможно.
Однако в варианте А требуется, чтобы кто-то постоянно возвращал каждый контейнер (через каждый питч) не только от сварочно-сборочной ячейки к супермаркету готовых изделий, но также от супермаркета готовых изделий к месту отгрузки.