 2015-06-04
2015-06-04 7137
7137Современные технологические процессы должны обеспечивать высокую однородность качества продукции и низкие доли несоответствующих единиц продукции. Одним из методов оценки ожидаемого качества продукции, приемлемым для широкого спектра уровней несоответствий, является оценка показателей возможностей процессов.
Оценку ожидаемого качества на основе потенциальных характеристик процесса следует проводить и при проектировании продукции и процессов. Во многих случаях это позволит избежать конфликта между требованиями конструкторских и технологических документов и возможностями реальных процессов.
Целью системы управления процессом является принятие экономически верных решений относительно действий, связанных с процессом. Это требует баланса между последствиями принятия не вполне необходимых решений (излишнего управления) и непринятия необходимых решений (недостаточное управление). Эти риски должны быть рассмотрены в контексте двух типов причин возникновения изменчивости технологических процессов: особых причин и обычных причин.
Изменчивостью называют неизбежные различия среди индивидуальных значений процесса. Некоторые причины изменчивости процесса порождают кратковременные различия между единицами продукции. Другие причины имеют тенденцию создавать изменения в продукте в течение длительных интервалов времени.
К обычным причинам относятся многочисленные источники изменчивости в процессе, которые имеют стабильное и повторяемое распределение во времени. Такой процесс находится в статистически стабильном состоянии. Обычные причины ведут себя как стабильная система случайных причин. Если присутствуют только обычные причины и они не изменяются, выход процесса предсказуем.
Особые причины изменчивости являются факторами, которые воздействуют на процесс нерегулярно. Если все особые причины изменчивости процесса не идентифицированы и не устранены, то они будут влиять на выход процесса непредсказуемым образом. При наличии особых причин выход процесса не стабилен во времени.
Процесс статистически стабилен, если источниками изменчивости являются только обычные причины. Одной из функций системы управления процессом является подача статистического сигнала в ситуациях, когда присутствуют особые причины изменчивости, и исключение подачи ложных сигналов в тех случаях, когда таких причин нет. Это позволяет принимать соответствующие действия по этим особым причинам (либо по их устранению, либо, если они выгодны, по поддержанию их постоянства).
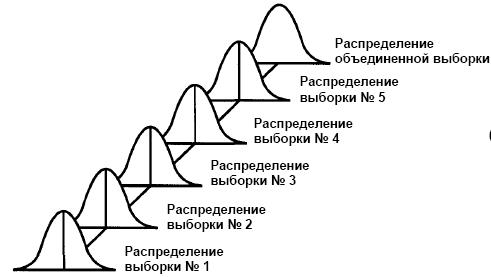
Рисунок - Пример стабильного процесса.
Рисунок - Пример нестабильного процесса.
Для оценки возможности процесса используют ряд показателей. При этом процесс должен быть сначала доведен до статистически стабильного состояния, кроме того, индивидуальные значения процесса должны иметь распределение близкое к нормальному.
Показатели возможностей характеризуют потенциальные и фактические способности процесса удовлетворять установленным техническим нормам для значений выходного показателя качества, оцениваемого по количественному признаку.
Показатели возможностей используют для следующих целей:
· предконтрактный анализ потенциальных возможностей поставщика удовлетворять требования потребителя;
· установление в контрактах (договорах на поставку) требований к процессам;
· планирование качества разрабатываемой продукции;
· приемка процессов на основе опытных партий;
· планирование приемочного контроля;
· планирование непрерывного улучшения процессов;
· аудиты второй стороной и внутренние аудиты процессов.
Достоверность используемых показателей возможностей процесса зависит от изменчивости результатов измерений, обусловленных используемой методикой выполнения измерений. При этом суммарная погрешность измерений Σ∆ должна составлять (Y3…Y5)Т (допуска) контролируемого параметра.
Собственная изменчивость процесса – это часть изменчивости процесса, вызываемая только обычными причинами. Эта изменчивость оценивается по контрольным листкам с помощью отношений  или
или  , где
, где  и
и  – стандартные коэффициенты, зависящие от объема выборки.
– стандартные коэффициенты, зависящие от объема выборки.
Зависимость коэффициентов d2 и c4 от объёма выборки n.
| n | d2 | c4 | n | d2 | c4 |
| 1,128 | 0,7979 | 3,407 | 0,9810 | ||
| 1,693 | 0,8862 | 3,472 | 0,9823 | ||
| 2,059 | 0,9213 | 3,532 | 0,9835 | ||
| 2,326 | 0,9400 | 3,588 | 0,9845 | ||
| 2,534 | 0,9515 | 3,640 | 0,9854 | ||
| 2,704 | 0,9594 | 3,689 | 0,9862 | ||
| 2,847 | 0,9650 | 3,735 | 0,9869 | ||
| 2,970 | 0,9693 | 3,778 | 0,9876 | ||
| 3,078 | 0,9727 | 3,819 | 0,9882 | ||
| 3,173 | 0,9754 | 3,858 | 0,9887 | ||
| 3,258 | 0,9776 | 3,895 | 0,9892 | ||
| 3,336 | 0,9794 | 3,931 | 0,9896 |
Полная изменчивость процесса – это изменчивость, вызываемая как обычными, так и особыми причинами. Эта изменчивость оценивается с помощью выборочного стандартного отклонения, использующего все индивидуальные значения:
Воспроизводимость процесса – это интервал в k σ присущей процессу изменчивости только для статистически стабильных процессов, где σ обычно оценивается как ( ), а k зависит от закона распределения показателя качества процесса и достоверной вероятности.
), а k зависит от закона распределения показателя качества процесса и достоверной вероятности.
Индекс воспроизводимости  определяется как отношение допуска к оценке собственной изменчивости процесса без учёта его центровки:
определяется как отношение допуска к оценке собственной изменчивости процесса без учёта его центровки:
где  — верхняя граница поля допуска;
— верхняя граница поля допуска;
 — нижняя граница поля допуска,
— нижняя граница поля допуска,

где  — среднее арифметическое нескольких выборок;
— среднее арифметическое нескольких выборок;
 — коэффициент, зависящий от объёма выборки и закона распределения показателя качества процесса.
— коэффициент, зависящий от объёма выборки и закона распределения показателя качества процесса.
 — коэффициент, зависящий от закона распределения показателя качества процесса и достоверной вероятности.
— коэффициент, зависящий от закона распределения показателя качества процесса и достоверной вероятности.
Обычно при расчете статистических показателей возможностей процесса принимают допущение, что показатель качества процесса распределен по нормальному закону распределения, и для вероятности Р = 99,37 % коэффициент k принимают равным 6.
Пригодность процесса – это интервал в k σ полной изменчивости, где σ обычно оценивается при помощи выборочного стандартного отклонения.
Индекс пригодности  определяется как допуск, делённый на оценку полной изменчивости процесса без учёта его центровки:
определяется как допуск, делённый на оценку полной изменчивости процесса без учёта его центровки:
Верхний индекс воспроизводимости  определяется как отклонение среднего уровня процесса от верхнего предела поля допуска, делённое на действительный верхний разброс процесса:
определяется как отклонение среднего уровня процесса от верхнего предела поля допуска, делённое на действительный верхний разброс процесса:
Нижний индекс воспроизводимости  определяется как отклонение среднего уровня процесса от нижнего предела поля допуска, делённое на действительный нижний разброс процесса:
определяется как отклонение среднего уровня процесса от нижнего предела поля допуска, делённое на действительный нижний разброс процесса:
Индекс воспроизводимости  учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости.
учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости.
По известным значениям Ср и Сpk можно определить интервал, в котором находится ожидаемый уровень несоответствий. По значению Сpk определяют максимально возможное значение ожидаемого уровня несоответствий, по значению Ср – минимально возможное. Вследствие использования выборочных оценок для получения Ср и Сpk и ограниченности объемов наблюдения полученные значения ожидаемых уровней несоответствий могут заметно отличаться от фактически наблюдаемых уровней несоответствий действующих процессов, поэтому значение ожидаемых уровней несоответствий используют только для предварительных оценок качества процессов и мониторинга улучшений.
Таблица. Связь индексов воспроизводимости Ср и Сpk стабильных процессов с ожидаемым уровнем несоответствий продукции
| Уровень несоответствий продукции в | Уровень несоответствий продукции в | ||||
| Значение Ср или Сpk | процентах несоответствующих единиц продукции, % | числе несоответствующих единиц на миллион единиц продукции, ррm | Значение Ср или Сpk | процентах несоответствующих единиц продукции, % | числе несоответствующих единиц на миллион единиц продукции, ppm |
| 0,33 | 32,2 | 322 000 | 1,00 | 0,27 | |
| 0,37 | 26,7 | 267 000 | 1,06 | 0,15 | 1 500 |
| 0,55 | 9,9 | 1,10 | 0,097 | ||
| 0,62 | 6,3 | 1,14 | 0,063 | ||
| 0,69 | 3,8 | 1,18 | 0,040 | ||
| 0,75 | 2,4 | 1,22 | 0,025 | ||
| 0,81 | 1,5 | 1,26 | 0,016 | ||
| 0,86 | 0,99 | 1,30 | 0,0096 | ||
| 0,91 | 0,64 | 1,33 | 0,0066 | ||
| 0,96 | 0,40 |
Индекс пригодности  учитывает центровку процесса и определяется как минимальное из
учитывает центровку процесса и определяется как минимальное из  и
и  . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной полной изменчивости процесса. Данный показатель, как и индекс пригодности , должен использоваться только для сравнения или вместе с и , а также для измерения и выбора приоритетов усовершенствования во времени.
. Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной полной изменчивости процесса. Данный показатель, как и индекс пригодности , должен использоваться только для сравнения или вместе с и , а также для измерения и выбора приоритетов усовершенствования во времени.
Индексы воспроизводимости и пригодности применяются при измерении результатов непрерывного усовершенствования с использованием временных трендов и при выборе приоритетного направления, в котором процессы должны совершенствоваться.
Для характеристики процесса также используют отношение воспроизводимости  и отношение пригодности
и отношение пригодности  .
.
Ни один приведённый отдельный индекс не могут дать исчерпывающие описание процесса. Все возможные индексы рекомендуется рассматривать совместно. Все характеристики воспроизводимости должны относится к характеристике одного процесса. Никогда не следует объединять или усреднять результаты по воспроизводимости для нескольких процессов в один индекс.
Управляемым считается статистически стабильный процесс, индекс пригодности которого превышает единицу. В этом случае поле рассеяния показателя качества, отражающее изменчивость процесса меньше допуска.
Рисунок - Изменчивость неуправляемого и управляемого процессов при настройке процесса на оптимальное значение.
Для оценки возможностей процесса могут быть рекомендованы дополнительные показатели.
Индексом стабильности Рстаб называют отношение индекса пригодности к индексу воспроизводимости или отношение оценки собственной изменчивости к оценке полной изменчивости процесса, т.е.:
 ,
,

Рисунок 3.1 – Статистическая управляемость процессов:
а) статистически стабильный процесс не управляем;
б) статистически стабильный процесс управляем;
в) статистически стабильный процесс статистически управляем.
Необходимость использования данного индекса обусловлена тем, что в методической литературе и технических нормативных правовых актах отсутствуют формализованные критерии определения стабильности процесса. Так как статистически стабильным считается процесс, изменчивость которого преимущественно обусловлена обычными причинами возникновения изменчивости, то воздействие особых причин на полную изменчивость такого процесса пренебрежимо мало. К пренебрежимо малым величинам, как правило, относят величины второго порядка малости, из чего можно сформулировать условие стабильности процесса:
 .
.
Приведенный коэффициент 0,9 является условным, различные предприятия могут устанавливать его для себя в диапазоне (0,8; 0,95).

