2015-06-05
2015-06-05 392
3921.Определяем допуск натяга и число единиц допуска
где i=1,9
2.По СТ СЭВ 145-75 и СТ СЭВ 177-75 устанавливаем шестой квалитет.
3.Определяем шероховатость деталей соединения
 .
.
4.Определяем технологические натяги (NT) по формуле (4) и (5):
NT(max)=72+1,4(2,4+2,4)=78,72 мкм
NT(min)=20+1,4(2,4+2,4)=26,72 мкм.
5.По ГОСТ 25346-89 определяем стандартные значения допусков:
Td=19, квалитет 6
TD=30, квалитет 7
6.По ГОСТ 25346-89, соблюдая условие (13) выбираем основное отклонение отверстия:
 ES=-48 мкм,
ES=-48 мкм,
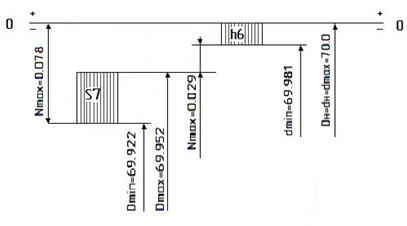
7.Соединение имеет следующий вид:

8.Проверяем соблюдение условия выбора по формуле:
Nc(max)=Dmin-dmax=69,922-70=-0,078мкм=78мкм
Nc(min)=Dmax-dmin=69,952-69,981=-0,029мкм=29 мкм
78<78,72 и 29>26,72
Условие соблюдается - посадка выбрана, верно.
9.Уточняем шероховатость поверхности вала и отверстия по формуле (6):
RzD=0,125*TD=0,125*30=3,75 мкм
Rzd=0,125*TD=0,125*19=2,375 мкм
По ГОСТ 2589-73 выбираем стандартные значения
RzD=3,2 мкм; Rzd=2,0 мкм
10.Назначаем способ обработки поверхностей отверстия и вала, обеспечивающей требуемую точность и шероховатость:
Отверстие – шлифование;
Вал – тонкое шлифование.
|
|
|
11.Выбираем средства измерения:
- для вала диаметром 70h6(-0,019) – скоба типа СР, ГОСТ 11098-89, диапазон показаний 
- для отверстия диаметром 70S7  индикаторный нутромер ГОСТ 9244-89,
индикаторный нутромер ГОСТ 9244-89,

12.Строим схему полей допусков соединения: