 2015-07-14
2015-07-14 1148
1148По назначению винты разделяют на крепежные и установочные. Крепёжные – для скрепления, установочные – для взаимного фиксирования.
По форме головки винта различают (рис. 50): а) сферические, б, и) цилиндрические, в)цилиндро-сферические, г) полупотайные, д) потайные, е) цилиндрические с внутренним шестигранником, ж) шестигранные, з) квадратные, к) без головки с внутренним шестигранником, л) без головки со шлицем.
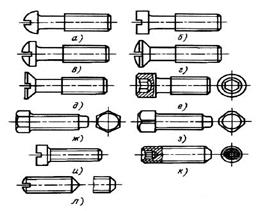
Рис. 50
Процесс сборки винтов обычно состоит из следующих переходов.
а) подача, установка, центрирование и закрепление соединяемых деталей в приспособлении;
б) установка стопорных элементов на винты;
в) подача винтов и стопорных соединений;
г) наживление, завертывание и затяжка винта;
д) снятие собранного изделия или перемещение его на следующую операцию.
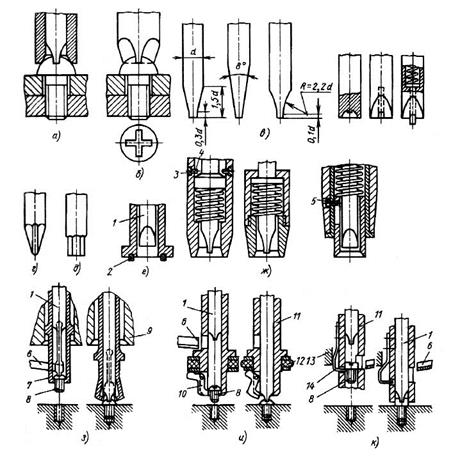
Рис. 51
Т.к. винтовые соединения в процессе сборки многократно собирают и разбирают, резьба в этом случае изготавливается с нормальным зазором по среднему диаметру.
Способы крепления винтов при автоматизированной сбоке в инструменте – смотри рис. 51.
Величина момента затяжки, исходя из прочности стержня винта на растяжение может быть определена по следующим формулам:
для винтов с цилиндрической, сферической и шестигранной головками:
 ,
,
для винтов с потайной головкой:
 ,
,
где d – наружный диаметр резьбы;
sт – предел текучести материала винта;
m' – коэффициент трения головки винта об опорную поверхность.

