 2015-07-14
2015-07-14 2197
2197Процес плоского офсетного друку заснований на можливості регулювання змочуваності шляхом створення стійких адсорбційних шарів. Стабільна та висока якість друку може бути досягнута тільки при певній різниці у рівнях вільної поверхневої енергії між високоенергетичними пробільними та низькоенергетичними друкарськими елементами. При розгляді поверхневих явищ у плоскому офсетному друці виділяють вісім фазових систем: поверхня друкарської форми; корозійний, олеофільний та гідрофільний шари; зволожувальний розчин; друкарська фарба; робоча поверхня декеля офсетного циліндра; матеріал, що задруковується. Основними критеріями, що характеризують енергетичний стан поверхні є кут змочування, поверхневий натяг, робота адгезії.
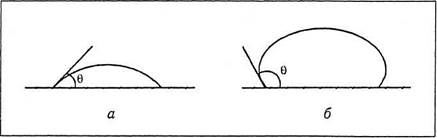
Крайовий кут змочування характеризують рідини на поверхні твердого тіла. Змочування відбувається на межі трьох фаз, з яких одна є твердим тілом, а дві інші — рідини, що не змішуються (вибіркове змочування), чи рідина та газ. Крайовий кут змочування q — це кут між твердою поверхнею та дотичною, що проведена у точці розділу трьох фаз і відраховується у бік рідини (рис. 1.5).
 |
| /S/S///S// |
| ////////у/ |
Рис. 1.5.
Крайовий кут
змочування:
а — поверхня
змочується;
б — поверхня не
змочується
Якщо q < 90° — поверхня змочується рідиною, якщо q > 90° — поверхня не змочується рідиною. У першому випадку поверхню називають гідрофільною, а у другому — гідрофобною. Встановлено, що якщо дійсний крайовий кут змочування менше 90°, рідина може проникати у вільні заглиблення та добре змочувати поверхню. Якщо ж кут більше 90°, то попаданню рідини у заглиблення заважає повітря, яким частково заповнені ці заглиблення,
 ТЕОРЕТИЧНІ ОСНОВИ
ТЕОРЕТИЧНІ ОСНОВИ
 а адгезійна здатність його за відношенням до рідини мала. Значення крайових кутів змочування, що отримані у статистичних умовах, не дають точного уявлення про реальний процес, тому що друкування відбувається при достатньо великих швидкостях. Так, наприклад, кут змочування водою парафінового воску, виміряний у статичних умовах, дорівнює 104°, а за динамічних умов зменшується до 96°.
а адгезійна здатність його за відношенням до рідини мала. Значення крайових кутів змочування, що отримані у статистичних умовах, не дають точного уявлення про реальний процес, тому що друкування відбувається при достатньо великих швидкостях. Так, наприклад, кут змочування водою парафінового воску, виміряний у статичних умовах, дорівнює 104°, а за динамічних умов зменшується до 96°.
Поверхневий натяг 8 (чи коефіцієнт поверхневого натягу) є мірою незкомпенсованості міжмолекулярних сил у поверхневому шарі. Поведінку рідини на поверхні твердого тіла описує рівняння Юнга (рис. 1.6):
8ГГ ~ дрт = 8ГЯ • cos8, (1.1)
де 8/т— поверхневий натяг на межі розділу «газ — тверде тіло»;
8РТ — «рідина — тверде тіло»;
Ьгр — «газ — рідина»;
0 — крайовий кут змочування.
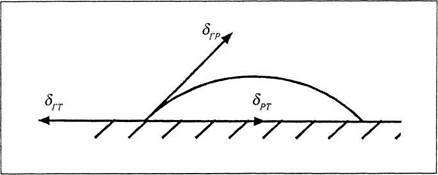 |
Рис. 1.6.
Молекулярні сили, що діють на межі розділу фаз
Змочування чи незмочування твердої поверхні рідиною визначається співвідношенням сил притягання рідини до твердого тіла (сили адгезії) та сил взаємного притягання між молекулами самої рідини (сили когезії). Взаємодія рідини та твердого тіла кількісно характеризується роботою адгезії Wa. Робота адгезії — це робота, яку потрібно витратити для відокремлення рідини від твердого тіла. Робота адгезії може бути визначена як різниця енергетичних характеристик кінцевого (дві поверхні: 8ггта дрт) та початкового стану, тобто:
Чим сильніша взаємодія рідини та твердого тіла, більша робота адгезії, тим сильніше змочування. Порівнюючи рівняння (1.1) та (1.2) отримуємо:
(
| (1.3) |
| cosG). |
Wa = Ьгр(і
 20
20
_______________________________________________________ Розділ 1
Взаємодію часток однієї фази характеризує робота когезії WK. Вона чисельно дорівнює роботі ізотермічного розділення об'єму рідини на дві частки, тобто:
(1.4)
WK =
| (1.5) |
З рівнянь (1.3) і (1.4) випливає, що: ^=■^1^(1+cosG).
З формули (1.5) отримуємо відношення між крайовим кутом змочування 6 та змочуваністю твердої поверхні (табл. 1.1). Таким чином умова змочуваності поверхні має вигляд:
(1.6)
а умова незмочуваності:
o<wa<-wK.
(1.7)
Таблиця 1.1
Робота адгезії Wа та змочуваність поверхні cos0 при різних крайових кутах змочування 8
| Характер змочування | 9, град. | cos9 | к |
| Повне змочування | -1 | ||
| Дуже слабке змочування | >90 | -1—0 | o~wK |
| Слабке змочування | 0,5WK | ||
| Добре змочування | <90 | 0—1 | >0,5Wr |
| Повне змочування (розтікання) |
В реальних виробничих умовах з твердою поверхнею форми одночасно взаємодіють дві рідини з різною полярністю (у нашому випадку — це зволожувальний розчин і фарба). У цьому випадку спостерігається вибіркове змочування. Змочуваність цих матеріалів характеризують за допомогою: поверхневого натягу фарби та зволожувального розчину; міжфазового натягу на межі «зволожувальний розчин — фарба»; адгезійних зв'язків на межі: «зволожувальний розчин — пробільні елементи», «фарба — пробільні елементи» та «зволожувальний розчин — друкарські елементи».
Ми бачимо, що існують дві основні характерні особливості плоского офсетного друку: перша полягає в тому,
 ТЕОРЕТИЧНІ ОСНОВИ
ТЕОРЕТИЧНІ ОСНОВИ
 що на друкарську форму наносяться фарба і зволожувальний розчин, друга — фарба з розчином передається на поверхню декеля офсетного циліндра, а з нього — на папір.
що на друкарську форму наносяться фарба і зволожувальний розчин, друга — фарба з розчином передається на поверхню декеля офсетного циліндра, а з нього — на папір.
Етапи передавання зображення в плоскому офсетному друці бачимо на рис. 1.7, де: / — монтаж фотоформ (дзеркальне зображення фото шаром догори); 2 — друкарська форма (пряме зображення); 3 — формний циліндр (пряме зображення); 4 — офсетний циліндр (дзеркальне зображення); 5 — відбиток (пряме зображення).
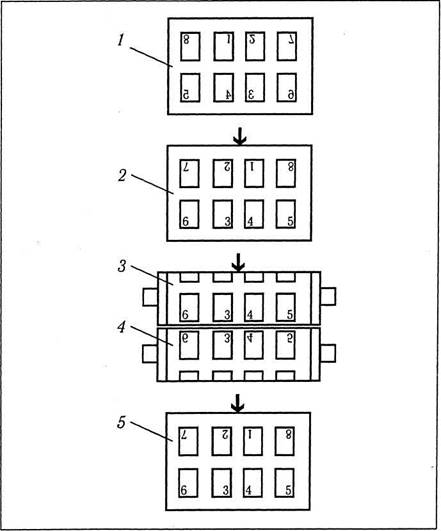 |
Рис. 1.7.
Передавання
зображення
в процесі друкування
Офсетний (непрямий) метод перенесення фарби з форми на папір (чи інший матеріал, що задруковується) іноді застосовується у високому (типоофсет) та глибокому друці (тамподрук). Однак, зазвичай, термін «офсетний друк» застосовується для позначення плоского офсетного друку, що отримав найбільшого поширення серед інших
Розділ 1
 офсетних способів друку. Основна перевага плоского офсетного друку перед іншими способами друку полягає в тому, що застосовування еластичної гумотканинної пластини забезпечує отримання чітких зображень на різних видах паперу чи інших матеріалах з нерівною та гладкою поверхнею, при мінімальних затратах часу на підготовку друкарської машини до роботи.
офсетних способів друку. Основна перевага плоского офсетного друку перед іншими способами друку полягає в тому, що застосовування еластичної гумотканинної пластини забезпечує отримання чітких зображень на різних видах паперу чи інших матеріалах з нерівною та гладкою поверхнею, при мінімальних затратах часу на підготовку друкарської машини до роботи.
У процесі друкування папір не входить у прямий контакт з друкарською формою, пружно-еластичний декель компенсує нерівності та шорсткість матеріалу, що задру-ковується, і це дозволяє зменшити величину технологічно необхідного тиску. Сучасний офсет — це високі швидкості роботи аркушевих друкарських машин, різні розміри задруковуваної поверхні, невеликі витрати часу на підготовку машини до друкування, можливість друкування на широкому асортименті паперу та інших матеріалах.
На рис. 1.8 показано хід процесу, що повторюється при кожному обертанні циліндрів у зоні друкарського контакту між декелем офсетного циліндра J?, аркушем за-друковуваного матеріалу //та друкарським циліндром 7. Розглянемо послідовно, за стадіями, явища, які відбуваються в зоні контакту офсетного / та друкарського циліндрів 7.
Рис. 1.8.
Стадії перенесення
зображення в зоні
друкарського
контакту
| 5 5 стадія | щ | |||||||||||
| |\ | 1 | стадія | 4 стадія | м | ||||||||
| / | 3 стадія | |||||||||||
| 2 стс | дія | |||||||||||
| f | ||||||||||||
| 2 | Ьш 1 | t 1 і— | ||||||||||
| 0 — | ._ в | |||||||||||
| о | І | ------ 9 | ||||||||||
| 8 | ||||||||||||
| 11 | 10 | |||||||||||
| / | > | |||||||||||
Перша стадія. При використанні в складі декеля суцільних, «нестискувальних» в об'ємі гумотканинних офсетних пластин тиск сприяє утворенню потовщення пластини 4 — див. рис. 1.8, тому що такі пластини мають
 ТЕОРЕТИЧНІ ОСНОВИ______________________________________________ 23
ТЕОРЕТИЧНІ ОСНОВИ______________________________________________ 23
обмежені в'язкопружні властивості та стискаються в порівнянно невеликому ступені. У гумотканинних пластинах, з мікропористим робочим шаром, що стискаються в об'ємі, потовщення не утворюється, тому що в структурі таких пластин є мікропори. Вони стискаються до того, як стиснеться гумотканинний матеріал.
Друга стадія. Початок зони друкарського контакту. У зону друкарського контакту входять поверхня декеля офсетного циліндра 2 з друкарською фарбою 3 та задру-ковуваний матеріал // (див. рис. 1.8).
Третя стадія. Кінець зони друкарського контакту. Ширина зони друкарського контакту 8 (рис. 1.8) визначається типом декеля офсетного циліндра (м'який, напівжорсткий, жорсткий) та діаметром циліндрів / та 7.
Четверта стадія. Тиск падає. Відбиток утримується на поверхні офсетного декеля за рахунок липкості друкарської фарби, а при використанні крейдованого паперу — й за рахунок її адгезії до поверхні гумотканинної пластини. Початок розділення шару фарби 6 бачимо (рис. 1.8). Чим вища в'язкість фарби, тим більшу дію справляє зусилля розтягу на поверхню аркуша 9, що призводить іноді до вищипування паперу. Плівка зволожувального розчину, що знаходиться на поверхні гумотканинної пластини, може розчиняти у фарбі покривний шар крейдованого паперу. На цій стадії виникають напруження, при яких аркуші задруко-вуваного матеріалу протидіють зусиллям розтягнення друкарської фарби та адгезії гумотканинної пластини.
П'ята стадія. При обертовому русі друкарського циліндра аркуш 9, що утримується захватами друкарського циліндра 10 (рис. 1.8), відокремлюється від гумотканинної. пластини. Друкар при друкуванні із складних форм, що містять велику кількість друкарських елементів, плашки, може спостерігати відривання аркушів від поверхні гумотканинної пластини за характерним звуком.
1.3. Порівняльний аналіз способів друку
Стисло розглянемо окремі елементи сучасного поліграфічного виробництва і дамо їм оцінку з точки зору особливостей плоского офсетного, високого, флексографіч-ного та глибокого способів друку.
Додрукарські процеси. Додрукарська підготовка і процес отримання фотоформ для різних способів друку різняться, в основному, характеристиками кінцевого продукту — фотоформи.
24 ______________________ ;_____________________________________________________ Розділ 1
Комп'ютерна додрукарська підготовка виконується за допомогою однакового апаратного і програмного забезпечення (за винятком деяких спеціалізованих продуктів, розроблених для оптимізації отримання фотоформи для якогось окремого способу друку). Безпосереднє отримання фотоформи, як правило, відбувається за допомогою лазерного фотовивідного апарата. В Україні також доволі поширений і інший спосіб — виготовлення фотоформи за допомогою принтера (лазерного, струминного або, рідше, термосублімаційного). Для отримання негативного зображення фотоформи з більш високою контрастністю застосовують переконтакт на контактно-копіювальній рамі.
Для отримання друкарської форми плоского офсетного друку потрібна позитивна фотоформа (Омаіс>2,0). Для високого та флексографічного способів використовують висококонтрастний растрований негатив (Z)>4,5). Для глибокого друку (технології отримання друкарських форм травленням), у залежності від способу отримання друкарської форми, застосовують півтонову або растровану позитивну фотоформу. Потрібні характеристики фотоформи досягаються добором способу її виготовлення, обладнання і витратних матеріалів з відповідними властивостями.
Фотоформи для різних способів друку відрізняються градаційними характеристиками, способом растрування, лініатурою та кутом повороту растра. Ці параметри задаються під час комп'ютерної підготовки, при умові, що їх підтримує застосовуване обладнання.
Працемісткість отримання фотоформ приблизно однакова для різних способів друку. Однак, слід зазначити, що, як правило, для офсетного друку виготовлення комплекту фотоформ простіше, швидше і дешевше, ніж для високого або флексографічного.
Формні процеси. Виготовлення формних друкарських пластин безпосередньо на виробництві вже давно відійшло у минуле. На сьогоднішній день друкарня і для офсетного, і для флексографічного друків може придбати формні пластини з потрібними властивостями. Не кажучи вже про високий друк, який завдяки винятковим досягненням у виготовленні фотополімерних друкарських форм отримав «друге дихання».
Виняток становить лише глибокий друк, де форма виготовляється безпосередньо на формному циліндрі. Тому для отримання друкарської форми традиційним способом (травленням) і способом гравіювання (лазерним або механічним), потрібно заздалегідь наростити гальвано-хімічним способом робочий шар.
 ТЕОРЕТИЧНІ ОСНОВИ
ТЕОРЕТИЧНІ ОСНОВИ
 У таблицях 1.2 і 1.3 для порівняння наведені деякі показники формного процесу і характеристики формних пластин. Цифри орієнтовні, але вони дозволяють порівняти й оцінити вартість і трудомісткість формних процесів для різних способів друку.
У таблицях 1.2 і 1.3 для порівняння наведені деякі показники формного процесу і характеристики формних пластин. Цифри орієнтовні, але вони дозволяють порівняти й оцінити вартість і трудомісткість формних процесів для різних способів друку.
Таблиця 1.2








