 2015-07-21
2015-07-21 362
362Целью работы является изучение влияния скорости резания и подачи на шероховатость поверхности при продольном точении, а также изучение полученной шероховатости при последующем алмазном выглаживании.
Обработка производится на токарно-винторезном станке. В качестве образцов используется набор колец из стали с твердостью HB 150...250, устанавливаемых на жесткой оправке (рис.3).
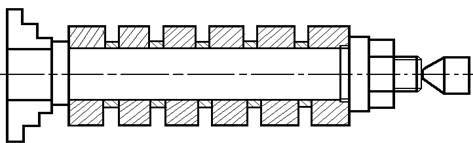

Рис.3. Схема установки заготовок на станке
Точение выполняется твердосплавным проходным резцом без применения смазочно-охлаждающей жидкости. Геометрические параметры режущей части инструмента: j=j1=450, r= 0,5 мм, g=00,  a = 80, l=00.
a = 80, l=00.
Выглаживание осуществляется наконечником из искусственного алмаза с радиусом R=3мм, закрепленном в упругой державке (рис.4), по кинематической схеме продольного точения.
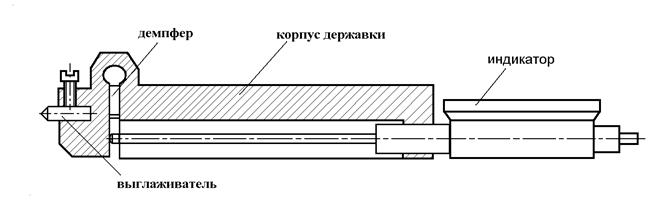
Рис.4. Державка для алмазного выглаживания.
Необходимая нормальная сила выглаживания устанавливается по показаниям индикатора, фиксирующего упругие перемещения державки при соприкосновении алмазного наконечника с обрабатываемой поверхностью. Державкка предварительно тарируется с использованием образцового динамометра. В качестве смазки при выглаживании применяется масло «Индустриальное 20».








