 2015-08-21
2015-08-21 1975
19751. Дробление и размол твердых материалов.
Измельчение стружки, обрезков и компактных материалов проводят в шаровых, вихревых, молотковых и других мельницах, к.п.д. которых сравнительно невелик. Получают порошки Fe, Cu, Mn, латуни, бронзы, хрома, алюминия, сталей.
2. Диспергирование расплава
Струю расплавленного металла диспергируют механическим способом (воздействием центробежных сил и др.) или действуя на нее потоком энергоносителя (газа или жидкости). Получают порошки алюминия, свинца, цинка, бронзы, латуни, железа, чугуна, стали.
3. Грануляция расплава
Порошок образуется при сливании расплавленного металла в жидкость (например, в воду). Получают крупные порошки железа, меди, свинца, олова, цинка.
4. Обработка твердых (компактных) металлов резанием.
При станочной обработке литых металлов или сплавов подбирают такой режим резания, который обеспечивает образование частиц, а не стружки. Получают порошки стали, латуни, бронзы, магния.
Механическое измельчение компактных металлов широко распространено в порошковой металлургии. Измельчение может быть дроблением, размолом, истиранием. Наиболее целесообразно применять механическое измельчение при производстве порошков хрупких металлов и сплавов, таких как Si, Be, Cr, Mn, сплавы Al с Mg и др. Размол вязких пластичных металлов (Zn, Al, Cu) затруднен, так как они в основном расплющиваются, а не разрушаются.
При измельчении комбинируют раздавливание и удар (при получении крупных частиц) и истирание и удар (при тонком измельчении). При дроблении затрачиваемая энергия расходуется на упругую и пластическую деформацию, на теплоту и на образование новых поверхностей. При дроблении под действием внешних сил в наиболее слабых местах тела образуются замкнутые или начинающиеся у поверхности трещины. Разрушение наблюдается тогда, когда трещины пересекают твердое тело по всему его сечению в одном или нескольких направлениях. В момент разрушения напряжения в деформирующемся теле превышают некоторое предельное значение (предел прочности материала).
Работа, затрачиваемая на измельчение, представляет собой сумму σΔS + К ΔV. Слагаемое σΔS – это энергия, расходуемая на образование новых поверхностей раздела при разрушении твердого тела (σ – удельная поверхностная энергия, ΔS – происходящее при измельчении приращение поверхности). Слагаемое КΔV – выражает энергию деформации (К – работа упругой и пластической деформации на единицу объема твердого тела, а ΔV – часть объема тела, подвергшаяся деформации).
При крупном дроблении вновь образующаяся поверхность невелика. Поэтому σΔS << КΔV и расход энергии приблизительно пропорционален объему разрушаемого тела. При тонком измельчении вновь образующаяся поверхность очень велика и σΔS >> КΔV. Поэтому расход энергии на измельчение приблизительно пропорционален вновь образующейся поверхности.
Среди методов измельчения твердых материалов наибольшее распространение получили обработка металлов резанием с образованием мелкой стружки или опилок, измельчение металла в шаровых, вихревых, молотковых и других мельницах, ультразвуковое диспергирование.
В качестве примера рассмотрим размол в шаровых мельницах.
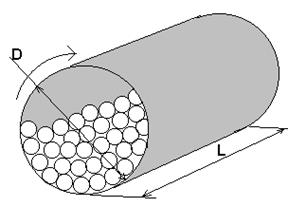
Рисунок 2 – Схема шаровой мельницы
Простейший аппарат для измельчения дробленых твердых материалов – шаровая вращающийся мельница, которая представляет собой металлический цилиндрический барабан (Рисунок 2). Внутри барабана находятся размольные тела полиэдрической или округлой формы, чаще всего стальные или твердосплавные шары. При вращении мельницы размольные тела поднимаются на некоторую высоту в направлении вращения, затем падают или скатываются и измельчают материал, дробя и истирая его. Соотношение между дробящим и истирающим действием размольных тел в мельнице зависит от отношения диаметра цилиндра D к длине цилиндра L при одинаковом объеме. При D:L>3 преобладает дробящее действие размольных тел (полезно для измельчения хрупких тел), при D:L<3 - истирающее действие (более эффективное для измельчения пластичных материалов).
На интенсивность и механизм размола оказывают сильное влияние скорость вращения барабана мельницы, число и размер размольных тел, масса измельчаемого материала, продолжительность и среда размола. С увеличением скорости вращения барабана мельницы размольные тела падают с большей высоты, производя главным образом дробящее действие. При дальнейшем увеличении скорости вращения барабана размольные тела будут вращаться с барабаном и материал будет измельчаться незначительно. Эту скорость называют критической скоростью вращения.
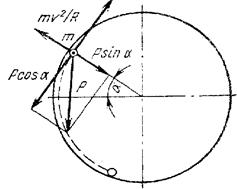
Рисунок 3 - Схема к расчету критической скорости вращения барабана шаровой мельницы
Рассмотрим поведение единичного размольного тела, например шара (Рисунок 3). Одиночный шар весом Р на поверхности барабана мельницы, вращающегося со скоростью v (м/с), в точке т будет находиться под действием центробежной силы, равной Pv2/gR. где g – ускорение силы тяжести, R – внутренний радиус барабана мельницы. При угле подъема α сила собственного веса шара может быть разложена на силы, одна из которых направлена по радиусу и равна Р∙sinα, а другая – по касательной и равна Р∙cosα.
Не принимая во внимание трение, можно установить, что одиночный шар будет удерживаться на стенке барабана до тех пор, пока
(Pv2/gR) = Р∙sinα, или (v2/gR) = sinα.
Если скорость вращения n такова, что в момент прохождения шара через зенит, при котором α = 90°, шар остается на стенке барабана, то sin90° = v2/gR = 1, или v2 = gR. При этом число оборотов барабана мельницы nкр (об/мин), a v = π Dnкр/60, поэтому
π2D2nкр.2/602 = g D/2 (1)
где D – внутренний диаметр барабана мельницы. Отсюда находим, об/мин:
 (2)
(2)
На процесс измельчения большое влияние оказывает масса шаров и ее отношение к массе измельчаемого материала. Обычно в мельницу загружают 1,7-1,9 кг стальных шаров на 1 л. объема. При больших значениях j шары сталкиваются друг с другом, теряя энергию, и не производят достаточно эффективного измельчающего действия, а при меньшей загрузке шаров резко снижается производительность измельчающего устройства. Количество (масса) загружаемого для размола материала должно быть таким, чтобы после начала измельчения его объем не превышал объема пустот (зазоров) между размольными телами. Если материала будет больше, то часть его, не вмещающаяся в зазоры, измельчается менее интенсивно. Обычно соотношение между массой размольных тел и массой измельчаемого материала составляет 2,5–3. При интенсивном измельчении это соотношение увеличивается до 6–12 и даже больше.
Размер размольных тел (диаметр шаров) также оказывает влияние на процесс размола. Размер размольных тел должно быть в пределах 5–6% внутреннего диаметра барабана мельницы. Лучше применять набор размольных тел по размерам (например, при соотношении 4:2:1).
Для интенсификации процесса размола его проводят в жидкой среде, что препятствует распылению материала. Кроме того, проникая в микротрещины частиц, жидкость создает большое капиллярное давление, способствуя измельчению. Жидкость также уменьшает трение, как между размольными телами, так и между частицами обрабатываемого материала. Жидкой средой обычно служат спирт, ацетон, вода, некоторые углеводороды и пр.
Длительность размола составляет от нескольких часов до нескольких суток.
Для шаровых вращающихся мельниц соотношение средних размеров частиц порошка до и после измельчения, называемое степенью измельчения, составляет 50–100. Форма частиц, получаемая в результате размола в шаровых вращающихся мельницах, обычно осколочная, т.е. неправильная, с острыми гранями, а шероховатость их поверхности невелика.
Рисунок 4 – Схемы движения размольных тел в шаровой вращающейся мельнице
Возможны несколько режимов измельчения. Наконец, может быть создан еще один вариант режима размола, получивший название режима скольжения. При использовании мельниц с гладкой внутренней поверхностью барабана и при небольшой относительной загрузке размольные тела не циркулируют внутри барабана мельницы. Вся их масса скользит по поверхности вращающегося барабана и их взаимное перемещение почти отсутствует. Этот режим называют режимом скольжения (сектор АВС, Рисунок 4, а). Измельчение материала при таком режиме размола малоэффективно, так как происходит путем истирания его лишь между внешней поверхностью размольных тел и стенкой барабана мельницы.
При получении измельченных материалов с размером частиц порядка 1 мкм размол путем дробления падающими шарами становится малоэффективным. В таких случаях применяют режим перекатывания шаров (Рисунок 4, б), при котором они не падают, а поднимаются вместе со стенкой вращающегося барабана мельницы и затем скатываются по наклонной поверхности, образованной их массой. Измельчаемый материал истирается между шарами, циркулирующими в объеме, занимаемом их массой. При режиме перекатывания различимы четыре зоны движения шаров: зона их подъема по стенке барабана с некоторой не очень высокой скоростью, зона скатывания с наибольшей скоростью, зона встречи скатившихся шаров со стенкой барабана и центральная застойная зона, в которой шары почти неподвижны. Увеличивая скорость вращения барабана мельницы, можно повысить эффективность режима перекатывания путем сужения или полной ликвидации застойной зоны в шаровой загрузке.
Наличие перекатывания или скольжения размольных тел при вращении барабана мельницы зависит (при прочих равных условиях) от относительной загрузки φ. При загрузке большого числа шаров (или размольных тел другой формы, но обязательно полиэдрической) происходит перекатывание, а при малой загрузке – скольжение. Изменяя величину загрузки мельницы размольными телами, можно получать в одних случаях режим перекатывания, а в других – режим скольжения, причем в зависимости от устанавливающегося режима эффективность размола будет различной.
Кроме вращающихся мельниц используют также вибрационные, планетарные, центробежные и гироскопические мельницы (вращаются относительно горизонтальных и вертикальных осей), мельницы с магнитно-индукционным вращателем (для ферромагнитных материалов), вихревые мельницы (измельчение за счет создания вихревых потоков, создаваемых двумя пропеллерами, расположенных друг против друга), молотковые мельницы (используется молот для дробления губчатых материалов).
Другим распространенным методом получения порошков является диспергирование расплавов.
Диспергирование расплавленного металла или сплава струей сжатого газа, жидкости или механическим способом позволяет получать порошки, называемые распыленными. Процесс характеризуется высокими производительностью, технологичностью, степенью автоматизации и сравнительно малыми энергозатратами, экологически чистый. Промышленное производство порошков в нашей стране составляет в соотношении 4-5: 1 в пользу распыленных порошков.
В настоящее время метод распыления широко используют для получения не только порошков железа, сталей и других сплавов на основе железа, но и порошков алюминия, меди, свинца, цинка, тугоплавких металлов (титана, вольфрама и др.), а также сплавов на основе этих цветных металлов. Распыление весьма эффективно при получении порошков многокомпонентных сплавов и обеспечивает объемную равномерность химического состава, оптимальное строение и тонкую структуру каждой образующейся частицы. Это связано с перегревом расплава перед диспергированием, что приводит к высокой степени его однородности на атомарном уровне из-за полного разрушения наследственной структуры твердого состояния и интенсивного перемешивания, и кристаллизацией дисперсных частиц с высокими скоростями охлаждения – от 103–104 до нескольких десятков и даже сотен миллионов градусов в секунду.
Методы распыления металлического расплава различаются по виду затрачиваемой энергии (нагрев индукционный или косвенный, электродуговой, электронный, лазерный, плазменный и др.), виду силового воздействия на расплав при диспергировании (механическое воздействие, энергия газовых и водяных потоков, силы гравитационные, центробежные, воздействия ультразвука и т.д.) и по типу среды для его создания и диспергирования (восстановительная, окислительная, инертная или какая-либо иная среда заданного состава, вакуум).
Сущность получения металлических порошков из расплава заключается в нарушении сплошности его потока (струи или пленки) под действием различных источников возмущений с возникновением дисперсных частиц.
Рисунок 5 – Схема центробежного распыления расплава
Центробежное распыление представляет собой один из основных видов диспергирования расплава. По методу вращающегося электрода распыление происходит в момент формирования расплава (Рисунок 5 – электрическая дуга, или электронный луч, плазма или другие источники энергии). Образовавшаяся на торце расходуемого электрода, вращающегося со скоростью 2000–20000 об/мин, пленка расплава толщиной 10–30 мкм под действием центробежных сил перемещается к его периферии и срывается с его кромки в виде частиц-капель преимущественно размером 100–200 мкм (увеличение диаметра расходуемого электрода и скорости его вращения приводит к уменьшению размера частиц-капель) Кристаллизация капель со скоростью охлаждения порядка 104 °С/сек происходит в атмосфере инертного газа.
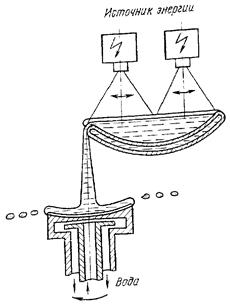
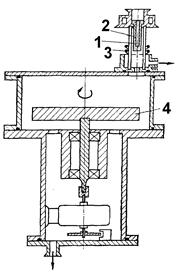
Рисунок 6 – Схема диспергирования при автономной подаче жидкого
металла
При других схемах диспергирования (Рисунок 6) плавление металла проводят автономно, вне зоны распыления. Когда струю расплава подают на вращающийся со скоростью до 24000 об/мин диск, на его вогнутой поверхности образуется пленка жидкого металла, от которой затем отрываются капли-частицы преимущественно размером <100 мкм и кристаллизуются в атмосфере инертного газа со скоростью 105–106 °С/сек.
В последнее время активно развиваются методы распыления расплавов, обеспечивающие очень высокие скорости охлаждения частиц. Один из вариантов, обеспечивающий затвердевание жидкой капли со скоростью 107–108 °С/сек, позволяет получать так называемые РИБЗ – (распыленные и быстрозакаленные порошки), когда на пути летящей капли устанавливают охлаждаемый экран под углом 15–45° к направлению ее движения; при ударе об экран капля перемещается по его поверхности и последовательно кристаллизуется в виде частицы пластинчатой формы.
а б
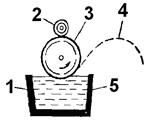
Рисунок 7 – Схема получения распыленных и быстрозакаленных порошков
На установке для сверхбыстрого охлаждения в вакууме или инертном газе (Рисунок 7, а) капли расплава 1 выдуваются аргоном из отверстия в графитовом тигле 2, находящемся в трубчатой индукционной печи 3, и попадают на медный крылообразный кристаллизатор 4, вращающийся со скоростью до 104 об/мин (встречная скорость движения капли и кристаллизатора до 500 м/с).
Высокоскоростное затвердевание расплава обеспечивает извлечение малых объемов металла кромкой быстровращающегося (2000–5000 об/мин) в вертикальной плоскости диска из высокотеплопроводного материала (Рисунок 7, б). При контакте с расплавом на кромке диска затвердевает некоторый слой металла, затем он выходит из расплава и охлаждается, после чего частица отделяется от кромки диска (скорость охлаждения 106–108 °С/сек).
В любом случае методы распыления при кристаллизации капли расплава со скоростью более 106 °С/сек приводят к получению порошков, частицы которых имеют аморфную структуру, придающую им чрезвычайно специфические свойства, позволяющие создавать уникальные материалы для различных отраслей техники.

