 2015-08-21
2015-08-21 8247
8247
Переходные посадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей. При выборе переходных посадок необходимо учитывать, что для них характерна возможность получения, как натягов, так и зазоров. Натяги, получающиеся в переходных посадках, имеют относительно малую величину и обычно не требуют проверки деталей на прочность, за исключением отдельных тонкостенных деталей. Эти натяги недостаточны для передачи соединением значительных крутящих моментов или усилий. К тому же получение натяга в каждом из собранных соединений не гарантировано. Поэтому переходные посадки применяют дополнительным креплением соединяемых деталей шпонками, штифтами.
Трудоемкость сборки и разборки соединений с переходными посадками, так же как и характер этих посадок, во многом определяется вероятностью (частностью) получения в них натягов и зазоров.
При расчете вероятности натягов и зазоров обычно исходят из нормального распределения натягов размеров деталей при изготовлении. Распределение натягов и зазоров в этом случае также будет подчиняться нормальному закону, а вероятности их получения определяется с помощью интегральной функции.
Проведем расчет переходной посадки, в данной коробке подачи по d1, где сопрягаются две поверхности водила-ведомого и втулки упорной 11. Переходная посадка в данном случае для удобства при сборке и разборке, с возможностью небольшого натяга. Для данного соединения выбираем посадку типа  . В данном случае она является предпочтительной. Получаем посадку Ø38
. В данном случае она является предпочтительной. Получаем посадку Ø38  .
.
Определим максимальный и минимальный зазор для данного соединения.
Верхнее предельное отклонение es =+0,033 мм.
Нижнее предельное отклонение ei =+0,017 мм.
Верхнее предельное отклонение ES =+0,025 мм.
Нижнее предельное отклонение EI =0 мм.
Наименьший зазор S min= EI − es =0−0,033=−0,033 мм.
Наибольший зазор S max= ES − ei =0,025-0,017=0,005 мм.
Средний зазор:
 мм
мм
Наименьший натяг N min= ei − ES =0,017−0,025=−0,008 мм.
 Наибольший натяг N max= es − EI =0,033−0=0,033 мм.
Наибольший натяг N max= es − EI =0,033−0=0,033 мм.
Средний натяг N m=  .
.
Минимальный зазор равен максимальному натягу.
Допуск размера на вал: Td = es − ei =0,033-0,017=0,015 мм.
Допуск размера на отверстие: TD = ES − EI =0,025−0=0,025 мм.
Минимальный зазор равен максимальному натягу.
Определение среднеквадратичное отклонение натяга:
 ;
;
Определим предел интегрирования  .
.
Пользуясь таблицей 1.1 [1, ч. 1], находим Ф(z)=0,4981.
Рассчитываем вероятность получения натягов и вероятность получения зазоров:


Определяем максимальные вероятные натяг  и зазор
и зазор  :
:
 мм;
мм;
 мм.
мм.
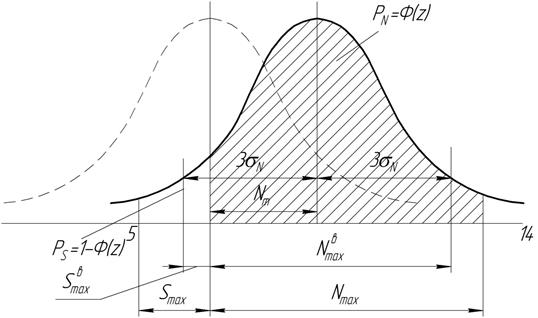
Схема к расчету вероятности получения зазоров и натягов при расчете переходной посадки
Редуктор служит для снижения угловой скорости и повышения вращающего момента на ведомом валу без изменения угла вращательного движения.
Работа шестерёнчатого механизма осуществляется в масляной ванне. Для заливки масла в корпус редуктора 2 имеется отверстие, закрытое отдушиной 16, оно также служит для снижения избыточного давления. Корпус редуктора 2 закрывается крышкой редуктора 1. В крышке редуктора находится отверстие для посадки уплотнения 28, в крышку 1 вставляется вал шестерня, на который с одной стороны напрессовывается с натягом подшипники 27, 4 а, с другой стороны имеется паз для шпонки 29 и резьбы, для установочной гайки 30 и шайбы 31. На подшипник 4 напрессовывается водило-шестерня 3, которое с другой стороны также имеет напрессованный подшипник 4. Водило шестерня 3 имеет 3 отверстия в которые запрессовывают оси сателлитов 21. На оси сателлитов насажены подшипники 19. На которые ставятся сателлиты 22 и кольца пружинные 25, 26 для фиксации. Водило-шестерня 3 подшипником 4 входит в водило ведомое 7 которое установлено в корпусе редуктора 2 на подшипниках 8, между которыми установлено кольцо пружинное 9. На водило-ведомое напрессовывается втулка упорная 11. В корпусе 2 установлено уплотнение 10 для предотвращения потерь масла. Водило-ведомое 7 с одной стороны имеет паз для шпонки 16, шайбу конусную 12 которая прикручивается винтом 13 и фиксируется шайбой лапчатой 14, с другой – отверстие, в которое запрессовываются оси сателлитов 17. На оси 17 ставятся подшипники 19, с распорной втулкой 20 и сателлиты 18. Всё фиксируется пружинными кольцами 25 и 26. В корпусе редуктора 2 входит кольцо зубчатое корончатое, которое крепится винтом стопорным 5.
Крутящий момент от ведущего звена передаётся на вал-шестерню при помощи шпоночного соединения 29. Вал-шестерня вращается и посредствам зубчатого зацепления передаёт вращение на сателлиты 22, которые запрессованы в водиле-шестерне 3.Сателлиты вращаясь движутся по колесу зубчатому корончатому 6.Двигаясь по колесу зубчатому корончатому, сателлиты вращают водило-шестерню.В свою очередь водило-шестерня, посредствам зубчатого зацепления, передаёт вращение на сателлиты 18,запрессованные в водиле ведомом 7. Двигаясь по колесу зубчатому корончатому сателлиты вращают водило ведомое.
 2. ВЫБОР ПОСАДОК МЕТОДОМ АНАЛОГОВ
2. ВЫБОР ПОСАДОК МЕТОДОМ АНАЛОГОВ
2.1 Выбор и обоснование выбора посадок
Сопряжение по d2 Ø180  мм.
мм.
Данное сопряжение представляет собой соединение корпуса редуктора 2 и крышкой редуктора 1. Соединение разъемное, неподвижное. Для аналогичных соединений рекомендуется применять посадки типа  так называемую “Скользящую”, применяемую для крышек подшипников, фланцевых соединений и т.д.
так называемую “Скользящую”, применяемую для крышек подшипников, фланцевых соединений и т.д.
Выбираем переходную посадку из числа рекомендуемых в системе отверстия, обеспечивающую не высокое требование в точности центрирования часто разбираемых деталей и назначением.
Сопряжение d10 Ø32  мм.
мм.
Данное сопряжение представляет собой соединение оси сателлита 21 и водила-шестерни 3. Соединение разъемное, неподвижное. Ось сателлита 21 плотно запрессовывается в отверстие водила-шестерни 3..
Для аналогичных соединений рекомендуется применять переходные посадки типа  -«умеренно напряженные».
-«умеренно напряженные».
Принимаем переходную посадку . Вероятность получения зазоров или натягов при такой посадке одинакова. Сборка и разборка проводиться без значительных усилий.
Сопряжение d1 Ø38  мм.
мм.
Соединение вала шестерни с другим валом или шестернёй. Соединение разъемное, неподвижное. Неподвижность обеспечивается шпонкой 29. Колесо должно хорошо центрироваться на валу для предотвращения биения в процессе работы. Для такого рода соединения, в случае умеренного нагружения применяются посадки с натягом.  - прессовые соединения. Принимаем посадку , как предпочтительную из ряда других. Небольшой натяг получающийся в большинстве соединений, достаточен для центрирования деталей и предотвращение их вибрации в процессе работы узла.
- прессовые соединения. Принимаем посадку , как предпочтительную из ряда других. Небольшой натяг получающийся в большинстве соединений, достаточен для центрирования деталей и предотвращение их вибрации в процессе работы узла.
2.2Расчет размерных параметров выбранных посадок
Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1]
 для сопряжения d2=180
для сопряжения d2=180  мм (ВЫБОР ПОСАДКИ С ЗАЗОРОМ)
мм (ВЫБОР ПОСАДКИ С ЗАЗОРОМ)
Определяем размерные параметры отверстия 
Верхнее предельное отклонение: 
Нижнее предельное отклонение: 
Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр отверстия:

Минимальный диаметр отверстия:

Средний диаметр отверстия:

Допуск:

Определяем размерные параметры вала  :
:
Верхнее предельное отклонение: 
Нижнее предельное отклонение: 
Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:

 Минимальный диаметр вала:
Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

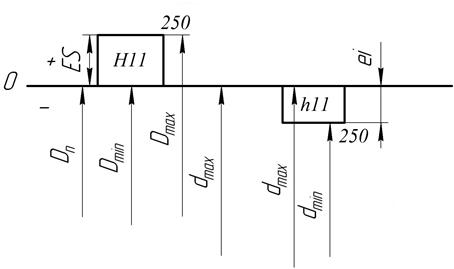
Рис. 2.1.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам:d2 Ø180 
Максимальный зазор:

Минимальный зазор:

Средний зазор:

Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1] для сопряжения D10= 32  мм (ВЫБОР ПОСАДКИ С НАТЯГОМ)
мм (ВЫБОР ПОСАДКИ С НАТЯГОМ)
Определяем размерные параметры отверстия  :
:
Верхнее предельное отклонение: 
Нижнее предельное отклонение: 
Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр отверстия:

Минимальный диаметр отверстия:

Средний диаметр отверстия:

Допуск размера отверстия:

Определяем размерные параметры вала  :
:
Верхнее предельное отклонение: 
Нижнее предельное отклонение: 
Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:

Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

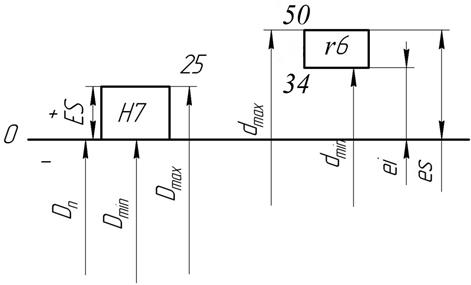
Рис.2.2.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам: d10Ø 32 
Максимальный натяг:

Минимальный натяг:

Средний натяг:

Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1] для сопряжения d1= 38  мм (ВЫБОР ПЕРЕХОДНОЙ ПОСАДКИ).
мм (ВЫБОР ПЕРЕХОДНОЙ ПОСАДКИ).
Определяем размерные параметры отверстия  :
:
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Среднее отклонение:
Номинальный диаметр: 
Максимальный диаметр отверстия:

Минимальный диаметр отверстия:

Средний диаметр отверстия:

Допуск размера отверстия:

Определяем размерные параметры вала  :
:
Верхнее предельное отклонение: 
Нижнее предельное отклонение: 
Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:

Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

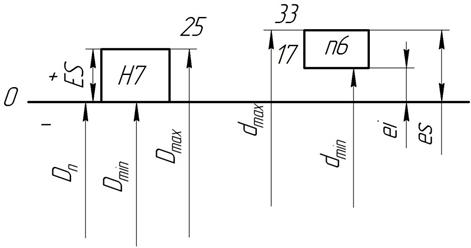
Рис. 2.3.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам: d1 Ø38 
Максимальный зазор:

Минимальный зазор:

Средний зазор:

Максимальный натяг:

Минимальный натяг:

Средний натяг:

2.4 Рабочие эскизы сборочных единиц и сопрягаемых деталей
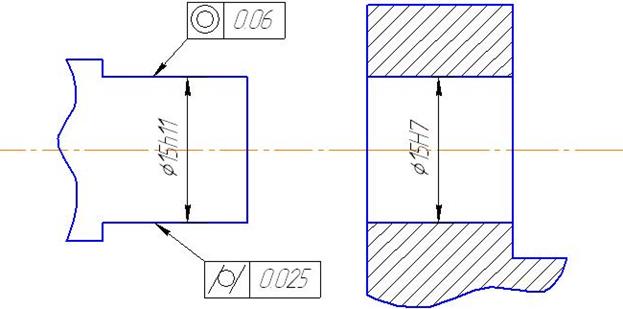
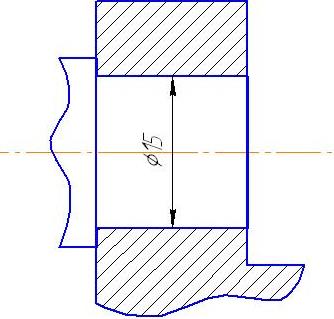
эскизы сборочных единиц d
 Введение
Введение
Оценить и гарантировать качество изделий можно только в том случае, если их качественные характеристики четко определены и должным образом узаконены. Документами, в которых установлены необходимые качественные характеристики и показатели различной продукции, являются стандарты. Поэтому изучение основ стандартизации введено во всех технических и экономических средних и высших специальных учебных заведениях. Научно-технический прогресс требует непрерывного выпуска однотипных изделий высокого качества, имеющих минимальную стоимость и одинаковые технические характеристики. Поэтому для нас большую роль также играет взаимозаменяемость различных деталей. Данная курсовая посвящена практическому применению данных понятий. Целью данного курсовой работы является обучение студентов применять на практике знания о посадках, шероховатости, отклонениях от формы и взаимного расположения поверхностей деталей. Задача состоит в правильном применении метода аналогов для заданных сопряжений, определении шероховатости, отклонения формы и взаимного расположения поверхности деталей входящих в сопряжение, расчет и выбор переходных, комбинированных, шпоночных и с натягом посадок.
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет ТТЛП
Кафедра ДМиПТУ
Специальность МОЛК
Специализация МОДП

