 2015-08-21
2015-08-21 576
576На комплектовочный конвейер сборочного цеха каждые Т1 минут поступают N1 деталей первого типа и каждые Т2 минут - N2 деталей второго типа. Изделие комплектуется из N3 деталей каждого типа. Комплектация начинается только при наличии деталей обоих типов в необходимом количестве (рис. 11.1).
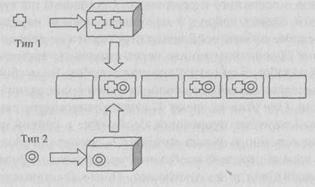
Рис. 11.1
Конвейер движется ритмично с шагом T3 минут. При отсутствии необходимого количества деталей секция конвейера перемещается пустой («холостой ход»).
Определить целесообразность перехода на другие режимы работы конвейера, оперируя такими параметрами:
1) размерами секции - количеством деталей каждого типа, из которых комплектуется изделие (возможны дополнительные варианты - по N4 и N5 изделий);
2) шагом конвейера (возможны дополнительные варианты - Т4 и T5 минут).
Оценить вероятность «холостого хода», средние и максимальные длины очередей каждого типа изделий.
Варианты заданий приведены в табл. 11.13.
Таблица 11.13
| Вариант | Параметры | |||||||||
| T1 | N1 | T2 | N2 | N3 | T3 | N4 | Ns | T4 | Ts | |
| 5±1 | 20±5 | |||||||||
| 10±3 | 40±10 | |||||||||
| 15±5 | 60±12 | |||||||||
| 12±4 | 48±10 |
|
|
|








