 2015-08-21
2015-08-21 682
682Между параметрами оснащаемой детали и формируемой технологической оснасткой существует информационно-функциональная взаимосвязь. Все это создает предпосылки для комплексной автоматизации в эту основу положены следующие принципы.
1. Информация описывающая конструкцию приспособления является результатом переработки сведений об оснащаемой детали и технологических операциях ее изготовления.
2. Для конструкции любого приспособления существует возможность ее декомпозиции на определенное число составляющих – конструктивных элементов.
3. Конструкция всякого приспособления может быть синтезирована из определенного числа конструктивных элементов
4. Конструктивные элементы отличаются свойствами и характеристиками, которые можно представить в ЭВМ.
5. Между элементами в конструкции существуют некоторое кол-во моделированных отклонений, общих для всех приспособлений.
6. В каждом конструктивном элементе как разновидности твердого тела можно зафиксировать его положение для определения значений позиционных отношений между элементами.
|
|
|
Проектирование специального станочного приспособления.
1. Исходные данные
Большую часть исходных данных получают из чертежа детали и разработанного технологического процесса ее изготовления. К этим данным относятся
1. Эскиз заготовки на выполняемые операции с указанием габаритных размеров, материала заготовки, его характеристик, допусками и техническими требованиями.
2. Операционная карта с эскизами обработки и необходимыми сведениями о поверхностях которые должны обрабатываться при установке заготовки в проектируемое приспособление также должна быть указана или предложенна схема базирования заготовки в приспособлении с классификацией технологических баз и указанием их на эскизе в виде опорных точек.
3. Программа выпуска детали определяющая тип производства
4. Модель и технические характеристики оборудования на котором будет производится обработка с использованием проектируемого приспособления
5. Данные о режущем инструменте и технологических условий обработки на рассматриваемые операции. (тип режущего инструмента, инструментальный материал, режимы резания.)
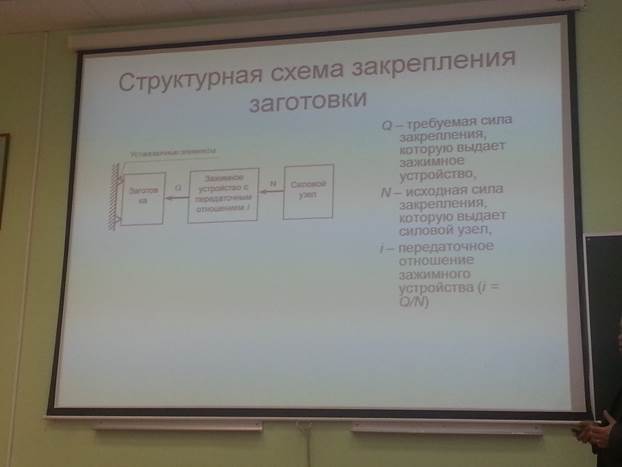
2. Принципиальная схема приспособления.
Под принципиальной схемой, понимают схему на которой изображен полный состав элементов и связи между ними, что позволяет получить полное представление о принципах действия приспособления.
В любом случае на принципиальной схеме должны быть представленны, установочные элементы, зажимные механизмы, силовые приводы, передаточные звенья и другие подвижные и не подвижные элементы
|
|
|
3. Расчеты силы закрепления с определением характеристик силового привода.
Необходимую величину силы закрепления определяет путем решения задачи статики, рассматриваем равновесие заготовки под действием приложенных к ней сил и моментов, для этого составляют расчетную схему
Расчетная схема должна содержать
- схему установки заготовки
- силы и моменты резания действующие на заготовку
- силы закрепления заготовки
- реакцию установочных элементов
- силы и моменты трения, в местах контакта заготовки с установочными элементами и зажимными устройствами.
Расчетную схему следует составлять для наиболее неблагоприятного положения режущего инструмента на обрабатываемой поверхности, когда силы и моменты стремящиеся изменить положение заготовки в приспособлении максимальны.
Выбор силового привода (не рекомендуется ручное закрепление) и определение его геометрических характеристик
Зажимными устройствами называют механизмы устраняющие возможность вибрации или смещения заготовки относительно установочных элементов приспособления под действием собственного веса или сил возникающих в процессе обработки.
Принцип работы зажимных механизмов заключается в том, что бы выбрать и приложить к заготовке требуемую силу закрепления
4. Расчет приспособления на прочность.
Погрешности возникающие в процессе изготовления детали машин неизбежны так как они обусловленны множеством неточностей, сопровождающих любой производственный процесс. Обрабатываемые детали в любой стадии обработки и в готовом виде имеют отклонения от геометрически точной формы и номинальных размеров заданных чертежом
Суммарная погрешность изготовления по любому размеру или форме детали при выполнении любой технологической операции механической обработки складывается из погрешности положения заготовки в приспособлении, погрешности настройки станка и инструмента на выполняемый размер. Погрешности метода обработки и некоторых других
Эту суммарную погрешность модно представить в аналитическом виде
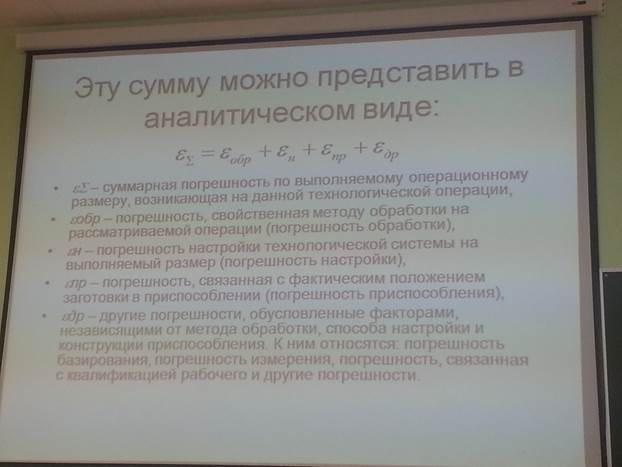
Точность выполняемого на технологической операции размера (или формы) будет обеспечено в том случае, когда сумма возможных погрешностей, возникающих в процессе обработки не будет превышать величину допуска установленного на этот размер корпуса приспособлений для серийного производства, должны иметь такую конструкцию, которая позволяла бы осуществлять установку приспособлений на станок без выверки основной базы корпуса
Для этого должны быть предусмотренны базирующие элементы выполненные таким образом, что бы соответствовать посадочным местам станков
Проектирование специального контрольного приспособления.
Исходные данные для проетирования
При анализе исходных даных необходимо определить:
Вид объекта контроля (заготовка, деталь, сборочная единица)
- Контролируемые параметры, их номинальные значения и допуски. - --Необходимость задания конструктором на чертеже детали или узла этих параметров и требований к ним
- Допустимую погрешность измерения
- измерительные базы и способ обеспечения кострукторских, тех и изм баз
- тип производства который определяет степень универсальности
- существующие перспективные методы и средства контроля, возможность и целесообразность их применения для заданного объекта.
2. выбор или разработка принципиальной схемы контроля
Схема контроля для кип имеет аналогичное назначение, что и принципиальная схема для станочного приспособления, на ней должен быть изображен полный состав элементов кип и связей между ними, что позволяет получить полное представление о принципах его работы.
Расчет приспособления на точность
|
|
|
Описание работы спроектированного кип
После того как выполнены все этапы по проектированию и расчету кип необходимо описать принцип работы приспособления, в описании принципа работы необходимо отразить следующую информацию
- классификацию приспособления
- для каких объектов используется приспособление
- какие параметры контролируются с помощью приспособления
- как осуществить базирование и закрепление контролируемого объекта в приспособлении для выполнения контроля
- как работает зажимной механизм приспособления
- какие средства измерения применены в приспособлении
- какой метод измерения используется
- как производится измерение и считываются показания
- как определить состветствие контролируемого параметра установленным требованиям
- как снять объект после выполнения контроля
- как работают вспомогательные элементы конструкции приспообления
Как осуществить настройку регуляровку и ремонт приспособления с целью замены изношенных деталей
Как осуществить транспортировку приспособлений.








