 2015-08-21
2015-08-21 559
559Для шлифования ступенчатых валов (рис. 6.103, а) предусматривают центровые отверстия 1, а для шлифования пустотелых валов — установочные фаски 6. Между шейками вала и торцами из-за непрерывного осыпания зерен круга получается переходная поверхность 5. В тех случаях, когда этого нельзя допустить по условиям работы детали, предусматривают технологические канавки 2 для выхода шлифовального круга. Если необходимо оставить переходную поверхность, то указывают на чертеже детали ее максимально возможный радиус. Следует избегать конструирования валов с большой разностью диаметров отдельных участков. Точно обработанные, например, цилиндрические поверхности 3 необходимо разделять введением проточек 4, поверхности которых не требуется шлифовать.
На деталях, обрабатываемых в патроне (рис. 6.103, б), следует предусматривать такие поверхности 7, которые обеспечивают правильную установку и надежное закрепление при обработке. Наиболее надежно закрепление по поверхностям в виде круговых цилиндров. Поверхности точно обрабатываемых отверстий также следует разделять введением выточек. Предпочтительнее жесткие детали. Закрепление в патронах тонкостенных (нежестких) деталей может вызвать большие деформации и снизить точность. Шлифование отверстий малых диаметров связано с трудностями и должно назначаться в исключительных случаях.
|
|
|
Плоские поверхности деталей должны быть расположены перпендикулярно или параллельно (рис. 6.103, в поверхность 9} основанию 8, на котором закрепляют заготовку. Шлифуемые поверхности Желательно располагать в одной плоскости.
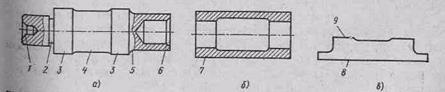
Рис. 6.103. Рациональные формы деталей, обрабатываемых на станках шлифовальной группы








