 2015-08-21
2015-08-21 459
459Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными.
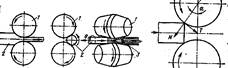 Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую.
Выделяют три основных вида прокатки: продольную, поперечную и поперечно-винтовую.
При продольной прокатке заготовка деформируется между двумя валками, вращающимися в разные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке валки, вращаясь в одном направлении, придают вращение заготовке и деформируют ее.
При поперечно-винтовой прокатке валки расположены под углом и сообщают заготовке при деформировании вращательное и поступательное движения.
В процессе прокатки металл непрерывно втягивается в зазор между валками под действием сил трения между металлом и валками. Для осуществления процесса прокатки необходима определенная величина этих сил трения. Так, при наиболее распространенной продольной прокатке на заготовку со стороны валков действуют нормальные силы N и сила трения Т
Угол а называется углом захвата. Таким образом, для осуществления захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
При горячей прокатке стали гладкими валками угол захвата равен 15—24°, при холодной — 3—8°.








