 2015-09-06
2015-09-06 391
391Приложение 1
Варианты работ
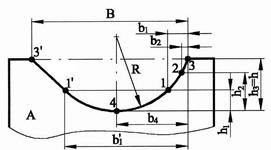
| № п/п | Тип профиля | В | h1 | h2 | h3 | R | Материал |
| А | 24,81 39,59 49,17 57,34 68,93 | 3,5 5,0 6,5 8,0 9,0 | 9,0 13,0 16,0 19,0 23,0 | 11,5 19,0 24,0 28,0 33,0 | Сталь 40Х, σв = 720 МПа СЧ16, НВ = 170 БрОЦС 5-5-5, НВ=60...90 Сталь 30ХГС, σв = 850 МПа Латунь JI96, НВ = 60 | ||
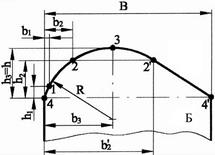
| Б | 29,34 42,51 49,99 55,80 65,94 | 3,0 5,0 5,0 6,0 7,0 | 10,0 14,0 15,0 18,0 22,0 | 14,0 20,0 22,0 26,0 31,0 | СЧ22, НВ < 220 Сталь 20X13, σв = 800 МПа Сталь 45, σв = 680 МПа БрАЖ 9-4, НВ – 110 AJI15В, σв = 150…300 МПа | ||
| В | 33,76 47,00 51,55 60,35 70,40 | 4,0 6,0 6,5 8,0 9,0 | 11,0 15,0 16,0 19,0 23,0 | 16,0 22,0 24,0 28,0 33,0 | Сталь Ст3, σв = 400 МПа Сталь 45ХН, σв = 850 МПа Латунь Л 64-2, НВ = 100 Сталь 30, σв = 580 МПа СЧ30, НВ > 220 | ||
| Г | 30,97 36,70 42,51 48,37 59,93 | 3,0 4,0 5,0 6,0 7,0 | 10,0 12,0 14,0 16,0 20,0 | 14,0 17,0 20,0 23,0 29,0 | Сталь 12ХНЗА, σв = 750 МПа Сталь Р6М5, σв = 850 МПа Ал. Сплав АМ6, σв = 350 МПа БрАЖН 10-4-4, НВ = 200 Сталь 20, σв = 500 МПа | ||
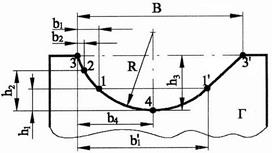
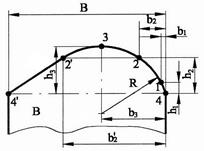
Точность размеров ±0,2 мм.
Шероховатость по профилю Ra≤6,3 мкм.
Приложение 2
Число зубьев дисковых фасонных затылованных фрез
| da0 | 40…50 | 55…65 | 70…80 | 85…120 | 130…180 | 195…230 |
| D0 | ||||||
| Z0 | 18…14 | 14…12 |
Число зубьев окончательно проверяют контрольным прочерчиванием двух-трех зубьев в масштабе 2:1 или 3:1.
Приложение 3
Значения переднего угла для фасонных фрез из быстрорежущей стали
| № | Обрабатываемый материал | Передний угол γ |
| Алюминиевые деформируемые сплавы σв=350…490 МПа σв=440…650 МПа | 25°±10´ 20°±10´ | |
| Бронза, латунь НВ=60…90, сталь σв≤600МПа | 20°±10´ | |
| Сталь σв=600…1000 МПа, чугун НВ<150, латунь НВ<150, алюминиевые литейные сплавы | 15°±10´ | |
| Сталь σв>1000 МПа, сталь жаропрочная, чугун НВ=150…220, бронза НВ=100…140 | 10°±10´ | |
| Чугун НВ>220, бронза твердая НВ=140…200 | 5°±10´ |
Приложение 4
Материал дисковых фасонных фрез
| Обрабатываемый материал | Марка материала | |
| для простых профилей | для высокой точности | |
| Конструкционная сталь | Р6М5; Р12 | Р6М5К5; Р9К10 |
| Труднообрабатываемые стали и сплавы | Р6М5К5; Р9К10; Р9М5К8 | Р18Ф2; Р18Ф2М; Р10К5Ф2 |
Приложение 5
Размеры отверстий и шпоночных пазов для насадных фрез
(ГОСТ 9472-83)
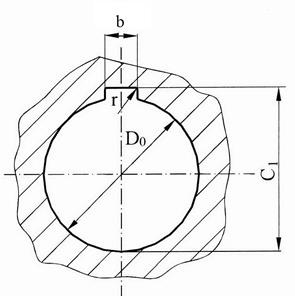
| D0(Н7) | b(с11) | C1(Н12) | r, мм | |||
| Номиналь- ное значение, мм | Отклоне-ние, мкм | Номиналь-ное значение, мм | Отклоне-ние, мкм | Номиналь-ное значение, мм | Отклоне-ние, мкм | |
| +15 | +120 +60 | 11,5 | +180 | 0,3-0,4 | ||
| +18 | 14,6 17,7 | |||||
| +145 +70 | 0,4-0,6 | |||||
| +21 | 21,1 24,1 29,8 | +210 | 0,7-1,0 | |||
| +170 +80 | 0,9-1,2 | |||||
| +25 | 34,8 43,5 53,5 | +250 | ||||
| +205 +95 | 1,1-1,6 | |||||
| +30 | 64,2 | +300 |
Приложение 6
Эскиз дисковой фасонной фрезы
1. Материал – сталь Р6М5, HRC 62…65.
2. На зубьях выполнить стружкоразделительные канавки, расположенные в шахматном порядке, шаг канавок 10…12 мм.
3. Точность профиля в пределах ±… мм.
4. Радиальное биение двух смежных зубьев не более … мм.
5. Маркировать: индекс, da0, D0, материал.








