 2015-10-13
2015-10-13 747
747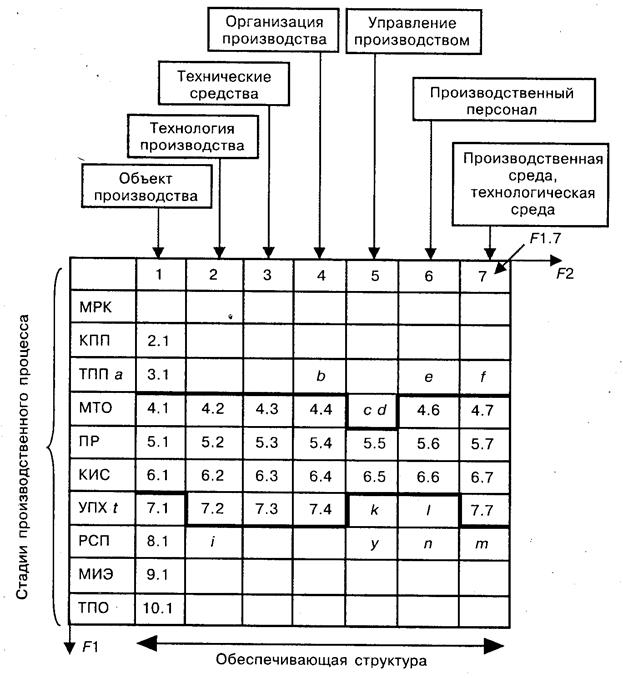
Рис. 15.2. Схема матрицы морфологической структуры производственной системы:
2.1... 9.1 — потенциальные объекты контроля при сертификации производства. Двойной линией обведена собственно область проверки. 2.1 — конструкторская документация на изделие. 3.1 —технологическая документация на изделие. 4.1 — материалы, полуфабрикаты и т.п.
Раздел 5. Проверка процессов производства (ячейки 5.1... 5.7, или строка ПР).
Раздел 6. Проверка процессов упаковки, транспортировки и хранения готовой продукции (ячейки 7.2... 7.7, или строка УПК).
Раздел 2 является одним из наиважнейших и предусмотрено три коэффициента, с помощью которых производится оценка качества:
Квз=Nби / N - коэффициент возврата продукции на доработку;
Куб = Nбн / N - коэффициент физической убыли продукции по причине неисправляемого брака;
Крек =(Nрек -Nрем)/Nр - коэффициент рекламаций.
Здесь N — количество изготовленной продукции за плановый
период;
Nби — количество продукции, возвращенной на доработку
в плановый период;
Nбн — количество продукции, подлежащей утилизации за
плановый период;
Nрем — количество ремонтов, выполненных за плановый
период времени;
Nрек — количество рекламаций, полученных за плановый
период времени;
Nр — количество продукции, реализованной за плановый
период времени.
Обычно значения N, Nрек, Nби, Nбн, Nрем, Nрзаносят в таблицу, пример заполнения которой дан в табл. 15.2.
Анализ изменения качества выполняют с помощью графиков, пример которых приведен на рис. 15.3.
Таблица 15.2
Сводная таблица показателей качества
| Плановый период | N | Nр | Nби | Nбн | Nрек | Nрем | Квз | Куб | Крек |
| Январь, 1 -я декада | 10/100 = = 0,1 | 4/100= = 0,04 | (2-1)/70 = = 0,014 | ||||||
| Январь, 2-я декада | — | — | — | 7/98 = = 0,07 | 0/98 = = 0 | (0-0)/80 = = 0 | |||
| Январь, 3-я декада | 12/105 = = 0,11 | 3/105 = = 0,02 | (3-3)/65 = = 0 | ||||||
| Февраль, 1 -я декада | 8/110 = = 0,07 | 2/110 = = 0,02 | (2-1)/90 = = 0,01 | ||||||
| Февраль, 2-я декада | 3/90 = = 0,03 | 3/90 = = 0,03 | (1-1)/81 = = 0 |
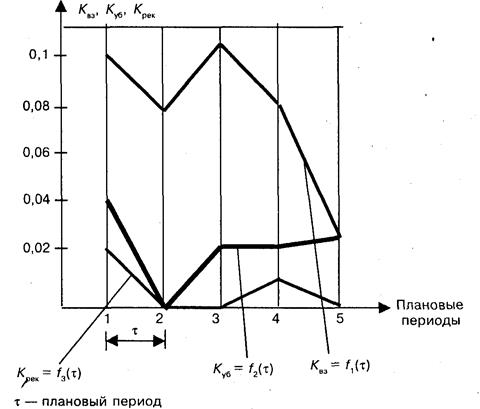
Рис. 75.3. Графики изменения показателей качества
Анализ исходит из того, что: 1) при нормальном функционировании производства К ВЗ > К у6 > К РЕK; 2) допускаемое колебание не должно превышать оговорённого риска заказчика b. Если b = 5%, то процесс допустим, если это не тенденция, а случайное отклонение; 3) если тенденция показывает, что Коэффициенты возрастают, то производство оценивается отрицательно.








