 2015-10-13
2015-10-13 956
956Производители стальной арматуры регулярно проверяют ее качество, подвергая нагрузке, которая на 50% больше заявленной в условиях эксплуатации. Не выдержавшие испытания образ-цы стальной арматуры отбраковываются. В рабочей книге АрматураДоли.xls (Steel.xls) собраны данные о 20 выборках, состоящих из 200 образцов: абсолютное количество и процентная доля де-фектов.
Чтобы открыть рабочую книгу АрматураДоли.xls (Steel.xls), выполните перечисленные ни-же действия:
· найдите и откройте рабочую книгу АрматураДоли.xls (Steel.xls), которая
находится в каталоге Примеры (Student);
· выберите команду Файл → Сохранить как и сохраните рабочую книгу в
файле АрматураДоли2.xls (Steel2.xls).
После этого рабочая книга будет выглядеть так, как на рис. 21.
Рисунок 21. Рабочая книга АрматураДоли2.xls (Steel2.xls)
В табл. 6 приводятся переменные из рабочей книги АрматураДоли2.xls (Steel2.xls) и их краткое описание.
Для создания P - диаграммы доли дефектов выполните перечисленные ниже действия:
· выберите команду меню StatPlus → QC Charts → P-Chart (StatPlus →
Диаграммы качества → P-диаграмма);
Таблица 6. Переменные рабочей книги АрматураДоли2.xls (Steel2.xls)
| Имя диапазона | Диапазон | Описание |
| Подгруппа (Subgroup) Количество (N) Дефекты (Defects) Доля (Percentage) | A2: A21 B2: B21 C2: C21 D2: D21 | Номер подгруппы Размер подгруппы Количество дефектов в подгруппе Доля дефектов в подгруппе |
· в диалоговом окне Create a Proportions Control Chart (Создать контрольную
диаграмму долей) щелкните на кнопке Proportions (Доли). В диалоговом окне
Input Options выберите переключатель Use Range Names и выберите элемент
Доля (Percentage). Щелкните на кнопке ОК;
· введите значение 200 в поле Sample Size (Размер выборки);
· щелкните на кнопке Output и в диалоговом окне Chart Output Options выберите переключатель As a new chart sheet, затем введите заголовок P-диаграмма
(P-Chart) в текстовом поле справа. Щелкните на кнопке ОК.
В диалоговом окне Create a Proportions Control Chart щелкните на кнопке ОК для получе-ния результатов, которые показаны на рис. 22.
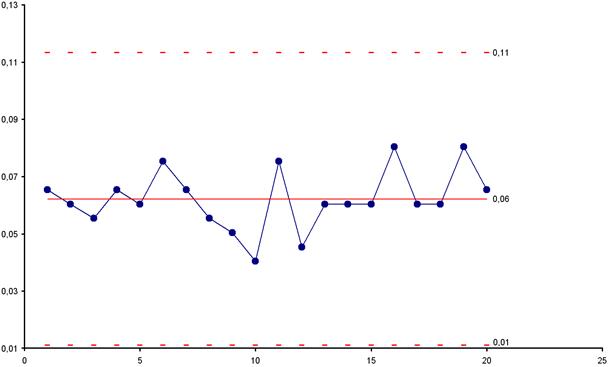
Рисунок 22. P - диаграмма доли дефектов в стальной арматуре
Как показано на рис. 22, нижняя контрольная граница равна 0.01 (т.е. около 1%), верхняя контрольная граница – 0.11 (около 11%), а среднее количество – 0.06 (около 6%). На этой конт-рольной диаграмме ясно видно, что вблизи границ области из трех стандартных отклонений нет ни одной точки. Обратите внимание, что не все неуправляемые точки обозначают наличие пробле-мы. Например, предположим, что в еще одной выборке из 200 образцов только один образец ока-зался бракованным. Иначе говоря, только полпроцента образцов данной выборки оказались де-фектными. В этом случае доля дефектов равняется значению 0.005, которое находится ниже ниж-ней контрольной границы. Данный процесс считается неуправляемым из-за очень малой доли де-фектов. В таком случае можно провести исследование для поиска причин такого удачного исхода и возможности его повторения.
Завершив работу с книгой АрматураДоли2.xls (Steel2.xls), закройте ее и сохраните получен-ные результаты.








