 2017-10-31
2017-10-31 1684
1684Клеенаносящие станки необходимо систематически очищать от клея (еще до полной потери им жизнеспособности - гелеобразования), так как клеи, перешедшие в гелеобразное состояние, полностью теряют растворимость и могут очищаться только механическим путем или едкими жидкостями. Резорциновые клеи хорошо смываются водой, фенольные - 10...50%-ным раствором воды и кальцинированной соды с последующей промывкой водой или ацетоном.
В процессе работы резиновая оболочка клеенаносящего вальца истирается. Образующая поверхность вальца становится вогнутой, в результате чего зазор между наносящим и дозирующим вальцами изменяется по их длине. Точность дозирования наносимого клея понижается. Такие вальцы следует снять и проточить на токарном станке.
Пропиточные машины
Пропитанные синтетическими смолами бумаги широко применяются в различных отраслях промышленности, но особенно в мебельной промышленности и строительстве. Например, большинство мебельных облицовочных пленок изготавливаются путем пропитки декоративных бумаг полиэфирными, акриловыми и меламиновыми смолами
Пропитка бумаг осуществляется на специальных автоматических пропиточных линиях, которые в нашей стране не выпускаются и ранее преимущественно импортировались. Большинство пропиточных линий эксплуатируемых сейчас в России и в странах СНГ были смонтированы еще в советский период и сегодня они нуждаются в замене или модернизации.
Пропиточные линии представляют собой сложные крупногабаритные агрегаты состоящие из устройств размотки и подачи бумаги, одной или нескольких пропиточных ванн, сушильных машин, отрезных, укладочных, намоточных и других устройств.
Пропиточные установки европейского производства стоят дорого. Поэтому в 2009 году по просьбе отечественных предприятий была проведена специальная поисковая работа для подбора альтернативных поставщиков пропиточного оборудования. В результате были установлены партнерские отношения с ведущим производителем пропиточных линий в Китае - компанией Nantong New Century Mechanical and Electrical Co. Ltd. Общий вид пропиточной линии этой компании показан на рис. 18.


Рис. 18. Пропиточная линия (Китай)
В общем виде линия для получения пленочных клеев, защитно-декоративных и защитных пленок на основе бумаг включает следующие устройства: размоточное устройство, узел пропитки, сушилки, охлаждающее устройство, наматывающее устройство или узел резки пленки по длине и укладки в стопу. Некоторые машины включают еще узел лакирования и сушилку лаковых покрытий [10].
В зависимости от конструкции сушилки машины делят на горизонтальные и вертикальные. Горизонтальная машина занимает большую производственную площадь (ее длина 40...45 м, высота - около 4,5 м), вертикальная машина занимает меньшую производственную площадь, ее длина около 17 м, но высота сушилки достигает 15 м. Для работы на вертикальной машине требуется прочная бумага, так как пропитанная мокрая бумага в сушилке обрывается от собственного веса.
В производстве бумажно-смоляных пленок широкое распространение получили пропиточные машины горизонтального типа (рис. 19).
Рулон бумаги в размоточном устройстве закрепляют на оси 1, которую продевают через гильзу рулона и фиксируют зажимными конусами. Для натяжения бумажного полотна рулон притормаживают. Современные конструкции пропиточных машин имеют двухпозиционное размоточное устройство и приспособление для склейки концов бумажной ленты. При смене рулонов оставшийся конец бумаги склеивают с началом бумажного полотна нового рулона с помощью двухсторонней липкой ленты.



Рис. 19. Горизонтальная пропиточная машина с четырьмя сушилками
Узел пропитки конструктивно выполняется по-разному, применительно к конкретному типу получаемой пленки (рис. 20).
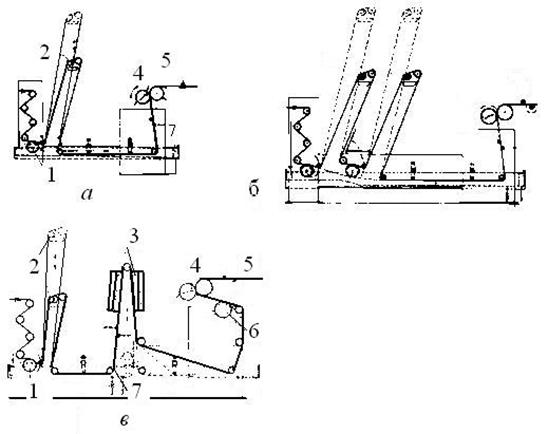
Рис. 20. Узлы пропитки:
а - с одним дыхательным участком;
б - с двумя дыхательными участками; в - с двумя ваннами
В узле пропитки бумажное полотно огибает направляющий, приводной, тянущий и натяжной валики и поступает на первую ступень пропитки, которая включает валик 1 (рис. 20, а) предварительного смачивания и два прижимных валика. Здесь полотно прижимается своей нижней стороной к валику 1, который частично погружен в ванну 7 с пропиточным раствором. Валик 1 смазывает одну сторону бумаги пропиточной смолой.
Прижимные валики могут перемещаться при настройке относительно смачивающего валика 1 так, чтобы площадь контакта бумаги с валиком 1 достигала бы заданной величины. При пропитке бумаги с высокой впитывающей способностью площадь контакта следует уменьшить, а для бумаги с низкой впитывающей способностью - увеличить.
Далее бумажное полотно переходит на вертикальный участок, на котором происходит впитывание смолы в толщу бумаги и вытеснение из нее воздуха. В конце восходящей части участка удаления воздуха находится подвижный валик 2 со скребком и желобом для стекания излишков смолы. Он служит для предотвращения образования складок на легко вытягивающемся мокром бумажном полотне. Высоту валика 2 назначают в зависимости от степени удлинения мокрой бумаги. Невпитавшаяся смола удаляется скребком, и она по желобу и шлангу стекает в пропиточную ванну.
Рядом с валиком 2 установлен дыхательный валик с сетчатой поверхностью. Он усиливает проникновение пропиточного раствора в бумагу и вытеснение воздуха.
В зависимости от необходимой глубины пропитки первых ступеней пропитки может быть две (рис. 20, б). На второй ступени пропитки бумага, обогнув погружающий валик, проходит в ванне горизонтальный участок, находясь полностью погруженной в смоле. Затем она поднимается вверх под дозирующий валик 4 и разравнивающие валики 5. Дозирующий валик 4 отжимает с бумаги остатки смолы. Поверхность валика 4 очищается от грязи ракелями (скребками).
Иногда пленку покрывают лаком с помощью валика 6 (рис. 20, в). При необходимости пропитать бумагу двумя типами смол на машине устанавливают две ванны и в месте перехода бумаги из одной ванны в другую располагают восходящий участок с инфракрасными нагревателями 3.
 |
Сушилки. Сушку пропитанной бумаги осуществляют в сушилке, секции которой длиной по 4500 или 6000 мм устанавливают последовательно друг за другом (рис. 21).
Рис. 21. Секция сушилки
Секций может быть до шести. Их количество определяется технологическим процессом получения того или иного типа смоляной пленки. Секция сушилки представляет собой корпус, в котором установлены калориферы, например, на топочных газах, и вентилятор, подающий теплый воздух в нижние и верхние коробы, которые создают воздушные завесы, удерживающие транспортируемую бумагу на воздушной подушке. Имеется система отсоса и удаления летучих веществ.
С обеих сторон сушильной камеры по всей длине расположены люки, обеспечивающие доступ в сушильное пространство для наблюдения при необходимости за ходом процесса и очистки камеры от обрывков бумаги и пыли.
Температура по секциям сушильной камеры назначается в соответствии с технологическим процессом и количеством секций. Например, при изготовлении пленок на меламиноформальдегидной смоле для ламинирования температура по трем секциям устанавливается в следующих пределах: 110...130°С; 130...160°С и 125...140°С.
При изготовлении синтетического шпона (пленки на основе бумаги, пропитанной термореактивными смолами) сушилка может иметь шесть секций с температурой в следующих пределах: 90...100°С; 130...140°С; 140...150°С; 155...160°С; 190°С; 190°С.
По выходе из сушилки и охлаждении бумажное полотно проходит через центрирующее устройство, предотвращающее смещение полотна в сторону. Это приспособление включает в себя воздушные сопла и пневматические датчики. При смещении в сторону полотно перекрывает поток воздуха, выходящего из сопла, и пневмодатчик дает команду исполнительному механизму, изменяющему взаимное расположение направляющих валиков. Полотно возвращается в правильное положение.
В конце машины установлены пневматические гильотинные ножницы с вальцовым натяжным устройством и гидравлическим подъемным столом (рис. 22).
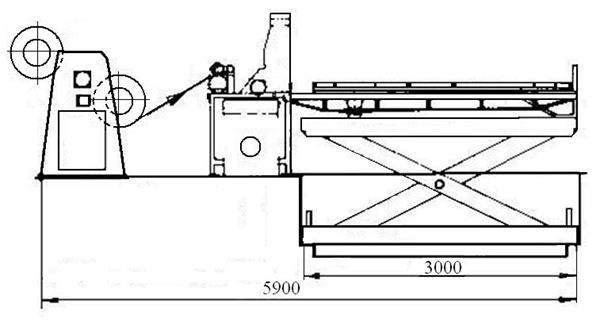
Рис. 22. Узел раскроя пленки
Гильотинные ножницы снабжены вальцовым механизмом подачи с регулируемым приводом, который работает со скоростью до 60 м/мин, а в период разрезания пленки удерживает ее конец.
Подъемный стол имеет грузоподъемность 1000 кг.
Иногда за столом устанавливают ротационное устройство для намотки пленки в рулон.
Контрольные вопросы
1. Как можно контролировать расход клея?
2. По каким признакам классифицируют клеенаносящие машины?
3. Перечислите способы дозирования клея на клеенаносящих машинах.
4. Изобразите технологическую схему клеенаносящей машины модели КВ9–1.
5. Как осуществляется клеепитание в машине модели КВ9–1?
6. Перечислите устройства, входящие в пропиточную машину и объясните как они работают.








