 2017-12-14
2017-12-14 2497
24975.1 Физические основы метода
Капиллярный метод дефектоскопии основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта контроля и регистрации образующихся индикаторных следов визуально или с помощью преобразователя. Этот метод позволяет обнаруживать поверхностные дефекты значительно быстрее и чувствительнее, чем визуальный осмотр.
Процесс капиллярного контроля состоит из трех главных операций: пропитка контролируемого объекта проникающей жид костью — индикаторным пенетрантом (в дальнейшем просто пенетрантом); удаление избытка пенетранта с поверхности; регистрация наличия его в полости дефектов с помощью проявнтеля, либо датчиков.
Капиллярный метод основан прежде всего на явлении смачивания. Явление это связано с тем, что поверхность твердого тела или жидкости обладает особой – поверхностной энергией, с которой связаны силы поверхностного натяжения.
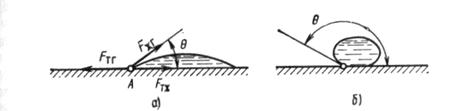
Рис. 5.1. Смачивание (а) и несмачивание (б) поверхности твердого тела жидкостью
Рассмотрим каплю жидкости, лежащую на поверхности твердо го тела (рис. 5.1). В точке А соприкасаются три фазы – твердая, жидкая и газообразная, соответственно, возникают три поверхностных силы: твердое тело—газ Fтг, твердое тело— жидкость Fтж и жидкость—газ Fжг. Когда капля находится в состоянии покоя, равнодействующая проекций этих сил на поверхность твердого тела равна нулю:
Fжг cosθ+ Fтж - Fтг = 0
Cosθ = (Fтг – Fтж)/ Fжг
Если Fтг > Fтж, то угол θ острый. Это значит жидкость смачивает твердое тело (рис. 5.1, а): чем меньше θ, тем сильнее смачивание.
Если Fтж > Fжг то cosθ отрицателен следовательно, угол θ тупой (рис. 5.1,б). Это означает, что жидкость не смачивает твердое тело.
Рассмотрим капиллярную трубку диаметром 2r, погруженную в жидкость (Рис 5.2)
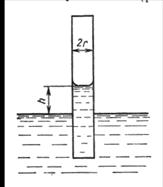
Рис 5.2 Схема вычисления давления капиллярных сил
. Под действием капиллярных сил смачивания жидкость в трубке поднимется на высоту h над поверхностью. Оценим давление, создаваемое силами смачивания. Они действуют на единицу длины окружности мениска. Суммарная их величина Fжг cosθ 2πr Этой силе противодействует вес столба жидкости ρgπr²h где ρ — плотность, g — ускорение сиks тяжести. В состоянии равновесия Fжг cosθ 2πr = ρgπr²h Капиллярные силы действуют по линии окружности мениска. Для перехода к давлению поделим обе части равенства на площадь трубки:
Р== ρgh = 2Fжг cosθ/r
где Р—давление столба. Отметим, что чем меньше радиус капилляра. тем больше капиллярное давление.
На рис. 5.3 показана смачивающая жидкость—пенетрант попавшая в трещину.
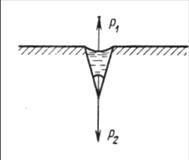
Рис 5.3 Заполнение трещины пенетрантом
Размер трещины в месте, где расположен нижний мениск жидкости, обозначим г2 а вблизи устья—. Ра г1. Разность давлений, вызываемая различием г1 и г2, составляет
Р 2 – Р1 = 2Fжг cosθ (1/г2 - 1/ г1)
Она уравновешивается давлением воздуха в замкнутом объеме, собравшегося вблизи вершины трещины. Разность тем больше, чем больше сила поверхностного натяжения Fжг, меньше угол θ (зависящий от смачивающих свойств жидкости) и больше разность в размерах г1 и г2 Именно эти величины определяют чувствительность метода. Из (5.2) следует, что лучше будут выявляться глубокие, расширяющиеся к устью дефекты.
Если на поверхность пенетранта поместить пористое вещество –(порошкообразный проявнтель), то образуется система из мелких капилляров с менисками малой кривизны. Возникнет добавочное давление в направлении Р1, жидкость выйдет из трещины н смочит частицы проявителя. Здесь действует явление сорбции, т. е. собирания. Собирание жидкости на поверхности частиц проявителя путем их смачивания— явление физической адсорбции. Реже используется химическое взаимодействие пенетранта с веществом проявителя. Это явление химической адсорбции Иногда применяют не порокякооб разный а пленочный или красяiций проя витель.
Видимая в результате проявления индикация дефекта больше его реальных размеров.
5.2 Технология и средства контроля
Общая технология капиллярного контроля в виде схемы показана на рис. 5.4, приводим основные ее этапы.
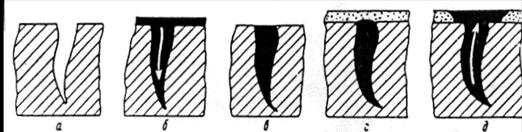
Рис 5.4 Схема процессов капиллярного метода контроля:
а- подготовительные операции – очистка поверхности
б – нанесение на поверхность пенетранта
в – удаление с поверхности излишков пенетранта
г – нанесение тонкого слоя адсорбирующего вещества
д – оставшаяся в дефектах жидкость окрашивает часть белого покрытия или вызывает флуоресценцию
Подготовительные операции имеют целью вывести на поверхность изделия устья дефектов, устранить возможность возникновения фона и ложных индикаций, очистить полость дефектов. Механическую зачистку производят, когда поверхность изделия по крыта окалиной, лаком, краской или силикатом. Например, поверхность некоторых сварных швов покрыта слоем твердого силикатного флюса типа «березовая кора». Такие покрытия закрываю устья дефектов. Шлифовку или механообработку производят, если поверхность очень неровная
Очистка поверхности органическими растворителями (ацетоном, бензином, четыреххлористым углеродом) нужна для удаления с поверхности объекта контроля и из полости дефектов жира и загрязнений. Для убыстрения высыхания растворителя изделия сушат при температуре более 100°С. Более сложные способы очистки применяют, чтобы полнее очистить полость дефекта. Это химическая очистка (травление слабыми растворами кислот), электрохимическая очистка (травление под воздействием электрического поля), ультразвуковая очистка, (воздействие ультразвуком мощностью порядка 1 кВт).
Нанесение пенетранта составляет основную часть процесса контроля. Пропитку пенетрантом выполняют погружением в ванну, намазыванием кистью, распылением из аэрозольного баллона. Во всех случаях пенетрант оставляют на поверхности на 10—20 мин для лучшего его проникновения в полость дефектов. Существуют способы интенсификации пропитки, например воздействие мощными ультразвуковыми колебаниями, повышенным давлением. Пропитка в вакууме способствует удалению воздуха из полости дефекта и более глубокому проникновению пенетранта.
К пенетрантам предъявляют целый ряд требований. Хорошая смачиваемость — главное из них. Низкая вязкость пенетранта нужна для сокращения времени пропитки. Требованиям смачиваемости и низкой вязкости удовлетворяют такие вещества, как керосин, бензин, жидкие масла, спирт, бензол, скипидар.
Третье важное требование к пенетранту— возможность и удобство обнаружения индикаций после проявления. Цветные пенетранты обладают цветовым контрастом в видимом свете, люминесцентные способны светиться под действием ультрафиолетового облучения. Для придания цветового контраста в названные выше вещества добавляют органические жирорастворимые темно-красные красители типа 5С, Ж, «Судан». Люминесцирующими свойствами обладают некоторые из смачивающих веществ: нориол, трансформаторное масло. Люминесценция вызывается или усиливается введением специальных добавок. Люминесцентный метод обеспечи вает несколько более высокую чувствительность, чем цветной, но требует ультрафиолетовых облучателей, выполняется в условиях затемнения.
Ранее находила широкое применение так называемая «керосиновая проба» Этот способ контроля состоит в использовании керосинового пенетранта, проявляемого порошком мела, на котором вы ступивший керосин оставляет темные следы. Такой пенетрант от носят к классу ахроматических или яркостных.
Существуют также пенетранты, обнаружение которых в дефектах достигается с применением более сложных эффектов, чем визуальное наблюдение. Например, пенетрант в виде спирта с добавками радиоактивного хлористого цезия позволяет обнаруживать дефекты по радиоактивному излучению. Метод очень чувствителен, но опасен для персонала. Цезий применяют с учетом малого периода его полураспада. Применяют также пенетранты, обнаруживаемые по их электропроводности с помощью вихретокового датчика. Такие пенетранты (раствор олеиновой кислоты и окиси магния в керосине) применяют при контроле неэлектропроводящих материалов
Устранение излишков пенетранта необходимо для того, чтобы исключить возможность появления ложных индикаций после проявления и увеличить контраст при обнаружении дефектов. Удаляя с поверхности пенетрант, важно не вымыть его из полостей дефектов.. Применяют промывку, протирку, обдув опилками, песком.. Чаще всего используют промывку веществами, которые называют очистителями. Очистителем может являться вода с добавками поверхностно-активных веществ (эмульгаторов), например, стирального порошка, соды,. В качестве очистителей так же применяют органические растворители (ацетон, спирт, керосин с жидким маслом), если пенетрант плохо растворяется в воде.
После промывки изделие сушат, для ускорения сушки обдувают теплым воздухом.
Проявление —это процесс образования рисунка индикаций в местах наличия дефектов. Проявление порошком, как отмечалось ранее, основано на явлении физической адсорбции, В качестве, проявителя используют белый тонкодисперсный порошок окиси магния, углекислого магния, углекислого кальция, талька (сухой способ). Порошок обычно наносят распылением струей воздуха’ Чаще применяют суспензию порошка углекислого магния или каолина в воде либо спирте (мокрый способ) Суспензию наносят погружением в нее объекта контроля, кистью или распылением аэрозольного баллона.
Проявитель наносят тонким, но сплошным слоем. Тонкий слой проявителя легче пропитывается малым количеством пенетранта сохранившимся в полости дефекта, обеспечивает высокий контраст индикаций и чувствительность к слабораскрытым неглубоким дефектам.
После нанесения проявителя дают выдержку в 10—20 мин. Для ускорения проявления иногда применяют подогрев до 40—50°С, вауумирование, вибрацию (для выявления усталостных трещин).
важное требование (ГОСТ 18442—80) к дефектоскопическим материалам—это их совместимость. Выбранный пенетрант дол жен хорошо смачивать поверхность контролируемого материала, смываться очистителем, проявляться рекомендуемым проявителем. Поэтому дефектоскопические материалы рекомендуются в ОСТах или инструкциях в виде наборов или комплектов.
Осмотр объекта контроля — ответственная операция. При цветном способе обязательное требование—хорошее освещение поверхности объекта контроля. При использовании люминесцентных ламп дневного света общая освещенность рабочего места должна быть 300—750 лк, а комбинированная (общая и местная) освещенность—750—2500 лк. При использовании ламп накаливания освещенность соответственно 200—500 и 500—3000 лк, часто применяют бестеневую систему освещения из нескольких ламп. Для люминесценции индикаций используют ультра фиолетовое (УФ) облучение ртутными лампами с длиной волны 315—400 нм, Применяют маломощные лампы типа ЛУФ-4-1, более- мощные типы ДРУФ. Лампы имеют колбы из кварцевого стекла, пропускающего ультрафиолетовые лучи, и темные светофильтры, не про пускающие видимое излучение. Лучшие типы ламп имеют зеркальный рефлектор, концентрирующий облучение в направлении места осмотра объекта контроля.

