 2018-01-08
2018-01-08 617
617
|
После затвердевания отливку выдерживают в форме до установленной для каждого вида сплава температуры, после чего форму выбивают. Обычно стремятся к ранней выбивке, чтобы сократить технологический цикл, но при этом возникает опасность образования трещин, связанных с низкой прочностью металла при высоких температурах или с ускоренным охлаждением отливок на воздухе после выбивки. Обычно стальные отливки охлаждаются до 500...700 °С, чугунные — до 400...500, бронзовые — до 300...500 и алюминиевые — до 200...300 °С.
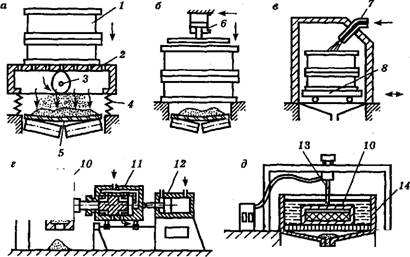
Выбивку форм осуществляют на механических, чаще всего эксцентриковых или инерционных выбивных, решетках; выдавливанием; крупные формы иногда выбивают в гидравлических камерах (рис. 13.17). Для выбивки форму 1 помещают на решетке 2, установленной на опорных пружинах 4 и оборудованной быстровращающимся валом 3 с неуравновешенной массой (эксцентриком). Вибрация решетки передается форме, смесь разрушается и через решетку просыпается на транспортер 5, с помощью которого перемещается в систему регенерации оборотной смеси. Выбивка форм сопровождается выделением большого количества газов, тепла, пыли и сильным шумовым эффектом. Поэтому решетки оборудуются пылегазоулавливащими и звукоизоляционными системами. Проблему борьбы с шумом удачно решает выдавливание смеси вместе с отливкой на решетку и далее на транспортер с помощью гидравлических цилиндров 6, но этот метод применяется только для опок, не имеющих крестовин.
|
|
|
|
| 7-4 |
| />7777777777У |
| Рис. 13.17.Выбивка форм и стержней:а— на выбивных решетках; б— выдавливанием; в— в гидравлических камерах; г— на вибрационных машинах; д— в электрогидравлической установке |
Комплексное решение многих проблем может быть достигнуто выбивкой в гидравлических камерах, где струя воды 7 толщиной 5...20 мм под давлением 5... 10 МПа размывает формовочную смесь. Этот метод хорошо вписывается в схему мокрой регенерации оборотной смеси и, кроме того, в нем одновременно сочетаются выбивка форм, удаление стержней из отливок и очистка поверхности от пригара. Для выбивки форм используют герметичные камеры, в которые формы закатывают на тележках 8.
В технологических процессах производства отливок в разовых формах стремятся исключить операцию выбивки стержней, для чего применяют легко выгорающие крепители, а стержни стараются делать полыми и тонкостенными. В этом случае удаление песка из отливки происходит одновременно с ее выбивкой из формы. Если же выбивка стержней необходима, то ее осуществляют на пневматических вибрационных машинах, в гидравлических камерах и электрогидравлических установках.
|
|
|
При выбивке на вибрационной машине отливка 10 зажимается между пружинным упором стойки 9 и упором вибратора 11, перемещаемого по направляющим станины с помощью пневматического цилиндра 12. Под действием вибрации стержень разрушается и песок вытекает через технологические отверстия в отливке.
| 13.10. |
В электрогидравлической установке стержень разрушается ударной волной, возникающей при высоковольтном электрическом разряде между двумя электродами или между электродом 13 и отливкой 10, помещенной в камеру с водой 14. Электрод с помощью тележки перемещается вдоль поверхности, одновременно с выбивкой стержня производя очистку от пригара.








