 2018-01-08
2018-01-08 1943
1943И полуавтоматы
Токарные автоматы и полуавтоматы используются в массовом и крупносерийном производстве для многоинструментальной обработки заготовок. Высокая производительность достигается автоматизацией рабочих и вспомогательных ходов, а также их совмещением. Компоновка и конструктивные особенности токарных автоматов и полуавтоматов определяются уровнем требуемой производительности, степенью сложности изготовляемых деталей, видом и размерами заготовок.
Токарные автоматы и полуавтоматы бывают одно- и многошпиндельные. В зависимости от расположения шпинделей их разделяют на горизонтальные и вертикальные. Также выпускают фасонно-отрезные автоматы с поперечным относительно оси заготовки движением подачи резцов; фасонно-продольные автоматы с продольным и поперечным движениями подачи соответственно заготовки и резцов; револьверные автоматы с инструментами, установленными в револьверной головке.
По назначению они делятся на универсальные и специальные.
Повышение производительности токарной обработки достигается применением многопшиндельных (4...12 шпинделей) токарных автоматов и полуавтоматов с горизонтальным и вертикальным расположением шпинделей. На этих станках с горизонтальным расположением шпинделей проводится обработка как штучных заготовок (отливок, поковок, штамповок), так и заготовок в виде прутков и труб.
Обработка на многошпиндельных станках может выполняться по параллельной, последовательной и роторной схемам. При обработке по параллельной схеме на всех позициях выполняются одни и те же переходы, а в конце рабочего цикла получают число деталей, равное числу шпинделей. При обработке по последовательной схеме операция обработки детали разбивается на группы переходов, которые закрепляются за позициями обработки. Все шпиндели с заготовками последовательно проходят эти позиции. При обработке по роторной схеме на позициях последовательно обрабатывается сразу несколько заготовок.
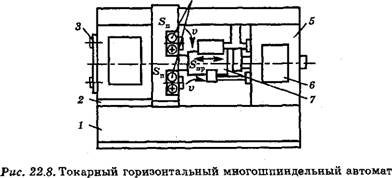
Автомат последовательной обработки показан на рис. 22.8. На станине 1 установлены передняя 2 и задняя 5 стойки; в перед-
 последовательной обработки последовательной обработки |
ней стойке смонтирован шпиндельный блок 3, а в задней — коробка скоростей 6. Обработка ведется инструментами, закрепленными в поперечных суппортах 4, которые установлены против каждого из шпинделей в зажимных устройствах кареток осевого суппорта 7. Поворот шпиндельного блока влечет за собой перемещение заготовки на следующую позицию, где продолжается ее обработка новым набором инструмента. Предпоследняя позиция является позицией окончательной обработки и отрезки готовой детали от прутка. На последней позиции пруток подается до упора, а далее совершается новый цикл обработки.
 роторной обработки роторной обработки |
Вертикальный многошпиндельный полуавтомат роторной обработки показан на рис. 22.9. На станине 1 установлена карусель 2, в которой смонтированы шпиндели 3. На центральной колонне 5 закреплены кортикальные суппорты 4. Обрабатываемую заготовку зажимают в патроне шпинделя, от которого она получает вращательное движениеv.Карусель вместе со-шпинделями совершает медленное вращательное движениеS.С такой же скоростью и в том же направлении вращается колонна с суппортами. При вращении карусели и колонны заготовки обрабатываются инструментами, закрепленными в суппортах с вертикальной подачей SB. За один оборот карусели и колонны обработка заканчивается.








