 2018-01-08
2018-01-08 1822
1822Скорость резания при протягивании — это скорость поступательного движения ур протяжки относительно заготовки (рис. 22.41, б). Скорость резания выбирают исходя из требований к чистоте поверхности, ограничивается она технологическими возможностями протяжных станков (обычно ир = 3...20 м/мин).
| 22.8. |
За величину подачи S2,определяющую толщину слоя, срезаемого отдельным зубом протяжки, принимают разность размеров
по высоте двух соседних зубьев. Подача зависит от обрабатываемого материала, конструкции протяжки и составляет 0,1... 0,2 мм/зуб.
По характеру обрабатыва.емой поверхности протяжки делят на внутренние и наружные. Внутренними протяжками обрабатывают замкнутые поверхности, а наружными — полузамкнутые и открытые поверхности различного профиля. По форме различа-
а
 |
| a = S. |
| Рис. 22.41.Обработка на протяжных стаНках: а — поверхности деталей, обрабатываемые протягиванием; б — схема резания при протягивании; в — элементы круглой протяжки |
ют круглые, шлицевые, шпоночные, многогранные и плоские протяжки. По конструкции зубьев протяжки бывают режущими, выглаживающими и деформирующими. В первом случае зубья имеют острые режущие кромки, а в двух последних — скругленные, работающие по методу пластического деформирования. Различают также сборные протяжки со вставными ножами, оснащенные пластинками из твердого сплава.
Протяжка для внутреннего протягивания (рис. 22.41, в) с помощью переднего хвостовика длиной крепится в тяговом патроне 1 протяжного станка. У протяжки имеется шейка 12, переходный конус 13, передняя направляющая Z4, задняя направляющая 17 и задний хвостовик 18. Перечисленные элементы являются кре- пежно-присоединительной частью протяжки. Ее рабочая часть состоит из режущих 1Ь и калибрующих 16 зубьев. На схеме: 3 — обрабатываемая деталь, 2 — опорная шайба, 4 — протяжка,z0— величина срезаемого слоя за один рабочий ход протяжки. Для облегчения образования стружки на режущих зубьях выполняют стружкоразделительные канавки.
Геометрия зуба протяжки показана на рис. 22.42. Передние и задние углы протяжки измеряют в плоскости, перпендикулярной к главной режущей кромке. Передний угол у выбирают в зависимости от свойств обрабатываемого материала, задний угол а — в зависимости от требуемой точности обработки.
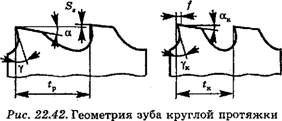 |
На задних поверхностях калибрующих зубьев в ряде случаев шлифуют фаску (ленточку) шириной / = 0,2... 1,2 мм, у которой задний угол ак = 0.
Шаг режущих зубьев tpпротяжки определяют в зависимости от длины L протягиваемой поверхности исходя из того, что в работе одновременно должно участвовать не менее двух-трех зубьев.
Протяжные станки
Протяжные станки подразделяют на несколько основных типов: по степени универсальности — станки общего назначения и специальные; по назначению — станки для внутреннего и наружного протягивания; по направлению главного движения и степени автоматизации — станки с вертикальным и горизонтальным главным движением, станки непрерывного действия.
Основными характеристиками протяжного станка являются наибольшее тяговое усилие, длина рабочего хода и диапазон скоростей протягивания, меняющийся от 0,3 до 20 м/мин.
Процесс резания на протяжных станках рассмотрим на примере работы горизонтально-протяжного станка (рис. 22.43), который используют для обработки внутренних поверхностей.
| 5 |
| £ |
йд
V-
1 7
Рис. 22.43. Горизонтально-протяжной станок
Станок состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6. Каретка с протяжкой перемещается по горизонтальным направляющим 7. Протяжку хвостовой частью вставляют в отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока гидроцилиндра. Это — главное движениеvp.Заготовка устанавливается на опорную поверхность кронштейна 5. Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания протяжка извлекается из каретки 4, которая возвращается в исходное положение (холостой ход их), и цикл обработки повторяется.








