 2018-01-08
2018-01-08 608
608Отделка фасонных поверхностей обычными методами вызывает большие технологические трудности. Поэтому для обработки таких поверхностей применяют абразивно-жидкостную отделку. Это окончательная обработка поверхностей с помощью абразивного порошка, взвешенного в жидкости.
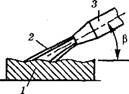 Рис. 23.2. Абразивно-жидкостная отделка
Рис. 23.2. Абразивно-жидкостная отделка
|
| 23.4. |
На обрабатываемую поверхность 1, имеющую следы предшествующей обработки, подают под давлением струю антикоррозионной жидкости 2 со взвешенными частицами абразивного порошка (рис. 23.2). Водно-абразивная суспензия имеет большую скорость подачи (около 50 м/с). Частицы абразива ударяются о поверхность заготовки и сглаживают микронеровности. В зависимости от обрабатываемого материала применяют порошки и микропорошки электрокорунда и карбида кремния. Производительность обработки зависит не только от зернистости абразива, но и от угла установки форсунки 3 (наибольшая производительность достигается при угле Р= 40...45°).








