 2018-01-08
2018-01-08 715
715| Марка сталі | Вміст хімічного елементу, %. | Механічні властивості, МПа. | ||||||
| C | Mn | Cr | Si | Інші | σ02 | σВ | ||
| Вуглецеві конструкційні сталі звичайної якості | ||||||||
| Ст.0 | <0,23 | - | - | - | - | |||
| Ст.2кп. | 0,06-0,14 | <0,05 | - | - | - | |||
| Ст.3сп | 0,10-0,15 | <0,06 | - | - | - | |||
| Ст.4нсп. | 0,18-0,27 | <0,08 | - | - | - | |||
| Ст.5. | 0,28-0,37 | <0,08 | - | - | - | |||
| Ст.6нсп. | 0,38-0.49 | <0,08 | - | - | - | |||
| Вуглецеві якісні конструкційні сталі | ||||||||
| 08кп | < 0,11 | <0,4 | - | - | - | |||
| 10кп | < 0,14 | <0,5 | - | - | - | |||
| < 0,18 | <0,6 | - | - | - | ||||
| < 0,24 | <0,65 | - | - | - | ||||
| < 0,4 | <1,0 | - | - | - | ||||
| < 0,45 | <1,0 | - | - | - | ||||
| < 0,5 | <1,0 | - | - | - | ||||
| < 0,55 | <1,0 | - | - | - | ||||
| Низьколеговані конструкційні будівельні сталі | ||||||||
| 14Г | 0,14 | 1,0 | 0,3 | 0,3 | - | |||
| 09Г2 | 0,9 | 1,8 | 0,3 | 0,3 | - | |||
| 18Г2 | 0,18 | 1,7 | 0,3 | 0,5 | - | |||
| 16ГС | 0,16 | 1,2 | 0,3 | 0,7 | - | |||
| 10Г2С | 0,10 | 1,6 | 0,3 | 1,2 | - | |||
| 15ГФ | 0,15 | 1,2 | 0,3 | 0,3 | 0,1%V | |||
| 14ХГС | 0,14 | 1,2 | 0,8 | 0,7 | - | |||
| 15Г2СФ | 0,15 | 1,8 | 0,3 | 0,7 | 0,1%V | |||
| 10ХСНД | 0,10 | 0,8 | 0,9 | 1,1 | 0,5%Cu, 0,8%Ni | |||
| 15ХСНД | 0,15 | 0,7 | 0,9 | 0,7 | 0,5%Cu, 0,8%Ni | |||
| Високолеговані сталі з особливими властивостями | ||||||||
| 10Х13 | 0,1 | 0,6 | 0,6 | - | ||||
| 20Х13 | 0,2 | 0,6 | 0,6 | - | ||||
| 40Х13 | 0,4 | 0,6 | 0,6 | - | ||||
| 12Х18Н9Т | 0,12 | 1,0 | 0,8 | 9%Ni, 0,5%Ті | ||||
Додаток 2
| Тип | Марка | Коефіцієнт наплавлення, г/А·год | Тип | Марка | Коефіцієнт наплавлення, г/А·год |
| Э42 | АНО-6 | 8,0-9,5 | Э50А | УОНИ 13/55 | 9,0-10,0 |
| АНО-17 | 9,5-10,5 | АНО-27 | 9,01-11,0 | ||
| Э42А | УОНИ 13/45 | 9,0-10,0 | Э55 | УОНИ 13/55 | 9,0-10,0 |
| Э46 | АНО-4 | 8,0-8,5 | Э60 | АНО-27 | 9,0-10,0 |
| АНО-4И | 8,5 | Э70 | ЛКЗ-70 | 8,0-9,5 | |
| АНО-24 | 8,0-8,5 | Э85 | АНП-2 | 9,0-10 | |
| МР-3 | 8,0-8,5 | Э12Х13 | УОНИ/10Х13 | ||
| Э46А | ВН-48 | 10,0 | Э04Х12Н9 | ОЗЛ-14 |
Електроди для ручного дугового зварювання конструкційних сталей на постійному та змінному струмах для будь-яких положень
Додаток 3
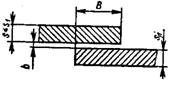
Допустимі значення випуклості і угнутості зварних швів
| ГОСТ | Випуклість (підсилення) g | Угнутість ∆ |
| 8713-70 16098-70 | До 1 мм при К < 5 мм До 2 мм при К = 5…10 мм До 3 мм при К > 10 мм | Не більше 3 мм |
| 0,3К, але не більше ніж 3 мм |
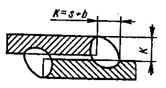
Примітка: Зварні шви можуть мати випуклість (підсилення) g і угнутість ∆. За катет К приймається менший катет що вписується в переріз шва зварного з’єднання нерівнобедреного або катет рівнобедреного трикутника.
Додаток 4
Приклади швів ручного дугового зварювання
| Означення шва зварного з’єднання | Конструктивні елементи | Розміри, мм | ||||||||||||
| підготовлених кромок деталей | шва зварного з’єднання | s=s1 | c=b | 
| g | |||||||||
| С2 | 
| 1-1,5 | 0+0,5 | 1±0.5 | ||||||||||
| 1±1,0 | 1,5±1,0 | |||||||||||||
| 5-6 | 
| 2±1,0 | ||||||||||||
| С5 | 
| 1±1 | 
| |||||||||||

| ||||||||||||||

| ||||||||||||||
| С8 | s=s1 | c=b |
| g | ||||||||||
| ||||||||||||||
| е | е1 | |||||||||||||
| 1±1 |
| |||||||||||||
|
| ||||||||||||||
|
| ||||||||||||||
| С15 | s=s1 | c=b е1 |
| g | ||||||||||
| ||||||||||||||
| е | е1 | |||||||||||||
| 3-4 6-8 | 1±1 |
| ||||||||||||
| 10-12 14-16 18-20 22-24 26-38 | 
| |||||||||||||
| С21 | s=s1 | h |
| g | ||||||||||
| 12-14 16-18 20-22 24-26 28-30 | 5-6 7-8 9-10 11-12 13-14 | 
| |||||||||||
| 32-34 36-38 40-42 44-46 48-50 52-54 56-58 | 15-16 17-18 19-20 21-22 23-24 25-26 27-28 | 
| ||||||||||||
| У2 | s | c=b |
| g | ||||||||||
| ||||||||||||||
| 1-1,5 | 0+0,5 | 
| ||||||||||||
| 2-5 | 0+2 | 
| ||||||||||||

| ||||||||||||||
| У6 У7 | 
| 1±1 |
| |||||||||||
|
|
| |||||||||||||
Продовження дод. 4
| Означення шва зварного з’єднання | Конструктивні елементи | s | l | t | b | K | ||||||||||
| підготовлених кромок деталей | шва зварного з’єднання | |||||||||||||||
| Т1 Т3 | 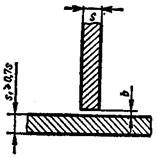
| 
| 2-2,5 | 20-25 | 40-79 | 0+1 | 3+2 | |||||||||
| 3-4,5 | 40-45 | 80-89 | 0+2 | 
| ||||||||||||
| 5-6 |

| |||||||||||||||
| T6 | s | с=b |
| g | ||||||||||||
| 
| |||||||||||||||
| 1±1 |

| |||||||||||||||

| ||||||||||||||||
| 4±3 | ||||||||||||||||
| T7 | 
| 5±3 | ||||||||||||||
| H2 | s | B, не менш | b | |||||||||||||
| ||||||||||||||||
| 2-5 6-60 | 2 (s+s1) | 0+1 0+2 | |||||||||||||
Додаток 5
Джерела живлення змінним струмом при ручному дуговому зварювані (зварювальні трансформатори)
| Тип | Напруга, В | Сила струму, А | Потуж ність, КВ А | ||
| Номі- нальна | Холостого ходу | Номінальний | Межі регу лювання | ||
| СТЄ-24 | 70-500 | ||||
| СТН-450 | 70-90 | 80-800 | |||
| СТН-500 | 150-700 | 36,5 | |||
| СТН-700 | 200-900 | 43,5 | |||
| ТС-300 | 30-395 | ||||
| ТС-500 | 40-650 | ||||
| ТД-300 | 61-79 | 60-380 | 19,4 | ||
| ТД-500 | 60-76 | 90-650 | |||
| СТШ-300 | 110-405 | 20.5 | |||
| СТШ-500 | 145-650 | ||||
| ТСП-1 | 65-70 | 105-180 | |||
| ТС-350 | 60-70 | 60-450 |
Додаток 6
Джерела живлення постійним струмом при ручному дуговому зварюванні (випрямлювачі)
| Тип | Напруга, В | Сила струму, А | Потужність, кВ А | ||
| Номіналь- на | Холостого ходу | Номіналь- ний | Межи регу- лювання | ||
| ВД-101 | 65-68 | 20-125 | |||
| ВД-201 | 21-28 | 64-71 | 30-200 | ||
| ВД-301 | 65-68 | 45-300 | |||
| ВД-401 | 50-450 | 14,4 | |||
| ВД-502-1 | 65-80 | 50-500 | |||
| ВКС-120 | 55-65 | 15-130 | |||
| ВКС-500 | 65-74 | 60-550 |
Навчально-методичне видання
МЕТАЛИ І ЗВАРЮВАННЯ
Методичні вказівки
до виконання практичних занять і індивідуальних завдань “Визначення характеристик сталей і параметрів процесу ручного дугового зварювання “
для студентів всіх спеціальностей
Укладачі: ДОБРОВОЛЬСЬКИЙ Олександр Георгійович
БОГУСЛАВСЬКИЙ Вадим Євгенович
ЛОБКОВ Ярослав Юрійович
ТЕСТОВІ ПИТАННЯ
№ 1
Який склад має електрична зварювальна дуга? Вкажіть також її температуру.
Відповіді:
1. електрони, позитивно заряджені іони важких металів (Fe, W, Cr…), а також негативно заряджені іони; t = 4000 ºС;
2. електрони, позитивно заряджені іони важких металів (Fe, W, Cr…), а також негативно заряджені іони; t = 6000 - 7000ºС;
3. Лише позитивно і негативно заряджені іони; t = 2500 ºС;
4. позитивно заряджені іони легких металів, негативно заряджені іони і електрони; t = 6000 - 7000 ºС.
№2
При якій кількості вуглецю у вуглецевій сталі вона гарно зварюється?
Відповіді:
1. меньше 0,03% вуглецю;
2. меньше 0,25…0,3% вуглецю;
3. більше 0,3% вуглецю;
4. більше 3% вуглецю.
№3
Які хімічні елементи покращують, а які погіршують зварюваність сталей?
| № відповіді | Покращують | Погіршують |
| Нікель і хром | Вуглець і всі хім.. елементи | |
| Кремній і марганець | Вуглець в кількості більше 0,3% | |
| Відсутність хім. елементів | Всі хім.. елементи | |
| Нікель | Сірка і фосфор |
№4
Розшифруйте наступні марки сталей:
| № відповіді | Ст. 3 | 10Х2ГА |
| 1. | Ст. – сталь якісна; 3 – 0,3% вуглецю. | 10 – 1% вуглецю; Х – хром; 2 – 0,2 % хрому; Г – марганець; А – алюміній. |
| 2. | Ст. – сталь якісна; 3 – номер сталі. | 10 – 0,1% вуглецю; Х – хром; 2 – 0,2 % хрому; Г – марганець; А – алюміній. |
| 3. | Ст. – сталь звичайної якості; 3 – номер сталі | 10 – 0,1% вуглецю; Х – хром; 2 – 2 % хрому; Г – марганець, кількість котрого до 1,5 %; А – високоякісна. |
| 4. | Ст. – сталь звичайної якості; 3 – номер сталі. | 10 – 0,1% вуглецю; Х – хром; 2 – 0,2 % хрому; Г – марганець; А – алюміній. |
№5
За якою формулою розраховують масу наплавленого металу?
Відповіді:
1. – Sℓρ; 2. – Пτ; 3. – Пv; 4. - Sρ,
Де: – S – площа перерізу шва; ℓ - довжина шва; ρ – густина металу; П – продуктивність зварювання; v – швидкість зварювання; τ – час зварювання
№6.
Яка відповідь правильно відображує тип електроду?
1. – Э42, де: 42 – межа текучості (420 МПа);
2. – УОНИ 13/55, де: 13 – межа текучості (130 МПа), 55 - межа міцності(550 МПа);
3. – АНО-27, де: 27 – межа міцності, яка дорівнює 270 МПа;
4. – АНП-2, де 2 – межа міцності, яка дорівнює 200 МПа.
№7
В якому варіанті правильно відображені формули розрахунку сили зварювального струму (Iзв) і продуктивності зварювання (П)?
1. –Iзв = Uзв/R; П = vℓ;
2. Iзв = kde; П = кнIзв;
3. Iзв = kUзв; П = кнIзв;
4. Iзв = кнde; П =UзвIзв,
Де: – Uзв - напруга; R – електроопір; v – швидкість зварювання; ℓ - довжина шва; к – коефіцієнт, що залежить від діаметру електроду; кн – коефіцієнт наплавлення; de – діаметр електроду.
№8
За яким основним критерієм обирають джерело живлення?
Відповіді:
1. – за значенням напруги Uзв, В;
2. – за значенням сили струму Iзв, А;
3. – за значенням IзвUзв;
4. – за значенням І2Rt,
Де: Uзв - напруга; Iзв- стла струму; R – електроопір; t – час зварювання.
№9
В якому варіанті відповіді правильно відображена формула розрахунку продуктивності зварювання П?
1. – П = vℓ;
2. – П = кнUзв;
3. – П = vρ;
4. –, П = кнIзв;
Де: v – швидкість зварювання; ℓ - довжина шва; кн – коефіцієнт наплавлення; Iзв- стла струму; ρ – густина металу; Uзв- напруга.
№10
Назвіть дефекти зварювання, які Ви знаєте.
Правильні відповіді
№1 – 4; №2 – 2; №3 – 3; №4 – 3; №5 – 1; №6 – 1; №7 – 2; №8 – 2; №9 – 4.








