 2018-01-21
2018-01-21 827
827Среднее квадратичное отклонение зазоров (натягов) определяем по выражению
ϭ∑=√ϭ²D + ϭ²d;
ϭ∑=√4,9² + 1,95² = 4,53 мкм.
Средний действительный зазор определяем по формуле
Se = De-de,
ГдеDe- средний действительный размер отверстия; de–средний действительный размер вала.
Определяем размеры:
De = Dn+ECe = Dn+(EI+ES)/2+cD;
de = dn+ece = (ei+es)/2+cd
Где ECeи ece – соответственно действительные размеры отклонения размеров отверстий вала.
Получим:
De = 12+(0+0,018)/2+0,00216 = 12,01116 мм.
de = 12+(-0,006-(-0,017))/2+(-0,00275) = 11,98575 мм.
Тогда Se = 12,01116 -11,98575 = 0,02541 мм; 25,41 мкм.
Определяем предельные зазоры в соединении:
Smin = Dmin-dmax = EI-es;
Smax = Dmax-dmin = ES-ei;
Smin = 0-(-0,006) = 0,006мм; 6мкм;
Smax = 0,018-(-0,017) = 0,035мм;35мкм.
Строим схему рассеяния действительных зазоров в посадке. Определяем величины интервалов от центра группирования до границ предельных зазоров (натягов) исходя из рисунка 1.2.
X1s = Se – Smin;
X2s = Smax – Se;
X1s = 25,41-6 = 19,41 мкм.
X2s = 35-25,41 = 9,59 мкм.
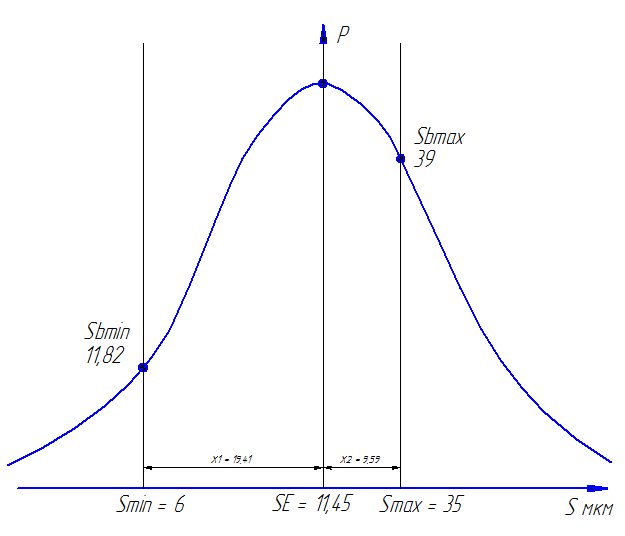
Рис. 7.2. Схема к расчёту брака при сборке соединения
Коэффициенты риска:
t1s = X1s/ϭ∑;
t2s = X2s/ϭ∑;
Получим значения:
t1s = 19,41/4,53 = 4,28 мкм.
t2s =9,59/4,53= 2,11 мкм.
Определяем значение функций Лапласа Ф(t):
Ф(t1) = Ф(4,28) = 0,5;
Ф(t2) = Ф(2,11) = 0,4825.
Вероятный процент бракованных соединений
Qбр = [1-(Ф(t1)+Ф(t2))]*100%;
QбрS = [1-(0,5+0,4825)*100%= 1,75%.
Определение предельных вероятных зазоров (натягов)
Предельные вероятные зазоры определяем по выражениям:
SBmin= Se – 3*ϭ∑;
SBmax=Se + 3*ϭ∑.
В результате расчёта получим:
SBmin= 25,41-3*5,27 = 11,82 мкм;
SBmax= 25,41+3*5,27 = 39 мкм.
Вывод. Проведённая оценка вероятного процента брака показывает, что технологический процесс обработки отверстий в целом удовлетворителен (вероятный процент брака –2,972%). В то же время технологический процесс обработки валов даёт 16,005% брака, что оказывает влияние на вероятный процент бракованных соединений, который составляет 1,75%. Основной причиной этого является смещение центра группирования размеров вала в сторону неисправимого брака. Необходима перенастройка или замена оборудования для обработки валов.








