 2018-01-21
2018-01-21 3967
3967Утверждаю
Ректор университета
__________ О.Н. Федонин
«____» _________ 2017 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ
Методические указания
К выполнению лабораторной работы № 8
Для студентов очной и заочной формы обучения
Всех направлений подготовки
Издание 4-е, переработанное и дополненное
Брянск 2017
УДК 621.945.025.7
Технология конструкционных материалов. Технологический процесс обработки заготовок на токарных станках. Методические указания к выполнению лабораторной работы № 8 для студентов очной и заочной формы обучения всех направлений подготовки. - 4-е изд., испр. и доп.- Брянск: БГТУ, 2017. - 16 с.
Разработал:
Е.В. Ковалева
канд. техн. наук, доц.
Рекомендовано кафедрой "Триботехническое материаловедение и технологии материалов" БГТУ (протокол № 2 от 28.04.17г.)
Печатается по изданию: Технология конструкционных материалов. Обработка заготовок на токарных станках. Методические указания к выполнению лабораторной работы № 9 для студентов 1-го курса дневной формы обучения, 3-е изд., доп.- Брянск: БГТУ, 2009. - 14 с.
Методические указания публикуются в авторской редакции.
ЦЕЛЬ РАБОТЫ
Цель работы - ознакомление студентов с особенностью обработки заготовок на токарных станках, методикой настройки и наладки токарно-винторезного станка для выполнения заданной технологической операции, а также приобретение ими некоторых навыков работы на токарных станках.
Продолжительность работы - 4 часа.
КРАТКИЕ СВЕДЕНИЯ О ТОЧЕНИИ,
ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ И РАБОТЕ НА НИХ
Точение является основным способом обработки поверхностей тел вращения. Отличительной особенностью станков токарной группы, в которую входят токарно-винторезные станки, является вращательное главное движение обрабатываемой заготовки, поступательное движение подачи режущего инструмента. Движение подачи осуществляется:
- параллельно оси вращения заготовки (продольная);
- перпендикулярно оси вращения заготовки (поперечная);
- под углом к оси вращения заготовки (наклонная).
С помощью точения выполняют операции: обтачивание – обработка наружных поверхностей; растачивание – обработка внутренних поверхностей; подрезание – обработка торцевых поверхностей; резку – разрезание заготовки на части; резьбонарезание – нарезание резьбы.
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.
Токарные станки обычно отличаются от токарно-винторезных отсутствием ходового винта для нарезания резьбы резцом.
Токарно-винторезный станок позволяет обтачивать различные наружные и внутренние поверхности заготовок из любых машиностроительных конструкционных материалов (торцовые плоскости, конусы, цилиндры, резьбовые поверхности). Кроме того, на этих станках можно сверлить, зенкеровать и развертывать отверстия, накатывать рифления, разрезать заготовки и т. п., т е. станки имеют широкие технологические возможности. Простота наладки и использование в процессе резания простых по конструкции режущих инструментов (резцов) привело к широкому использованию различных типов токарных станков, как в индивидуальном производстве, так и в массовом.
Токарно-винторезный станок используется главным образом в индивидуальном и мелкосерийном производствах.
Основные виды работ, выполняемых на токарно-винторезных станках, и типы используемых при этом инструментов
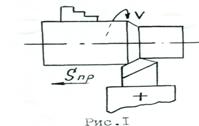
1. Точение наружных цилиндрических поверхностей (рис.1) проходными и проходными упорными резцами при продольной подаче Sпр
2. То же, но с одновременной подрезкой плоской торцевой поверхности на небольшом участке (рис.2) проходными упорными резцами при продольной подаче Sпр
3. Точение плоских торцевых поверхностей (рис.3) подрезными резцами при поперечной подаче Sп
4. Отрезка деталей, проточка канавок (рис.4) отрезными и канавочными резцами при поперечной подаче Sп
5. Нарезание резьбы (рис.5) резьбовыми резцами при продольной подаче Sп, равной шагу нарезаемой резьбы, а также при использовании специальных резьбонарезных инструментов.
 6. Точение конусных поверхностей может быть выполнено:
6. Точение конусных поверхностей может быть выполнено:
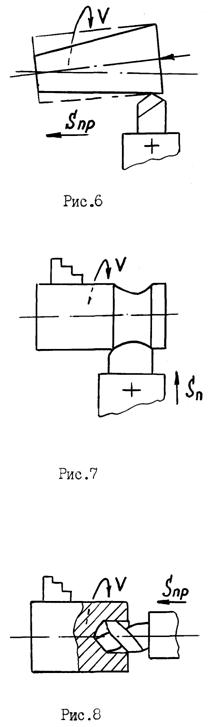
- проходными резцами при продольной подаче Sпр при смещении центра задней бабки в поперечном относительно оси шпинделя направлении (рис.6);
- проходными резцами с ручной подачей, параллельно образующей обрабатываемой конусной поверхности при повороте верхней каретки суппорта под соответствующим углом к оси шпинделя;
- проходными резцами при использовании специальных приспособлений: конусной линейки или гидрокопировального суппорта;
- широкими фасонными резцами при поперечной подаче.
7. Точение сложных фасонных поверхностей фасонными резцами (рис.7) при поперечной подаче» а также проходными резцами при использовании гидрокопировального суппорта по шаблону с продольной подачей.
8. Сверление отверстий в сплошном металле (рис.8) сверлами закрепленными, как правило, в задней бабке станка, при сообщении им осевой продольной подаче
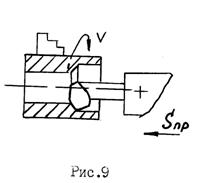
9. Расточка внутренних поверхностей расточными резцами (рис.9).
Помимо этих, наиболее простых и часто встречающихся, видов работ на токарно-винторезных станках, могут выполняться и другие более сложные работы.








