 2014-01-31
2014-01-31 1344
1344ЛЕКЦИЯ 2
1. Посадка с зазором – посадка, в которой размеры отверстия больше (или равны) размеров вала, и поле допуска отверстия расположено выше поля допуска вала (рис. 6, 7).
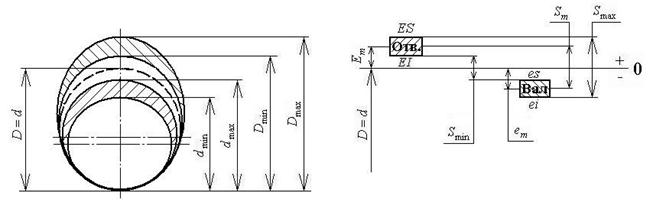
Рисунок 6. Схема полей допусков посадки с зазором (при сборке детали неподвижны).
Smax – максимальный зазор;
Smin - минимальный зазор;
Sm – средний зазор;
TS – допуск посадки, характеризует запас при сборке;
Посадка с зазором используется:
1. Для легкой сборки – разборки неподвижных деталей.
2. Для горизонтально перемещающихся или вращающихся деталей при малых скоростях двжения.
Схема полей допусков
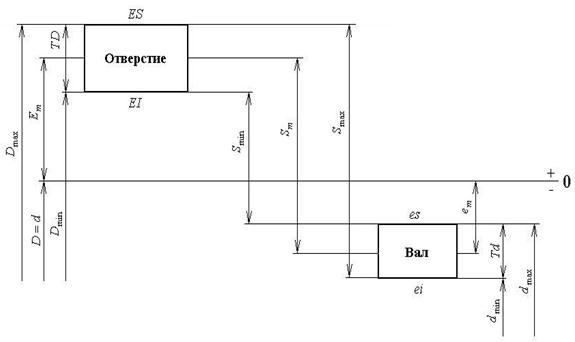
Рис. 7

Вероятность появления Smax и Smin в производстве очень незначительная: 0.3% всех изделий (3 из 1000). Наиболее вероятен зазор Sm.
Примеры расположения полей допусков посадок с зазором (рис.8 а, б, в)
а) б) в)
Рис. 8
Использование посадок с большим зазором облегчает сборку, но при эксплуатации вызывает биения, нарушение соосности деталей и функционирования всего изделия в целом. Определим величину эксцентриситета е (несоосности) в зависимости от величины зазора  посадки. На рис. 9
посадки. На рис. 9  - размер отверстия, полученный в результате изготовления;
- размер отверстия, полученный в результате изготовления;  - размер вала, полученный в результате изготовления.
- размер вала, полученный в результате изготовления.
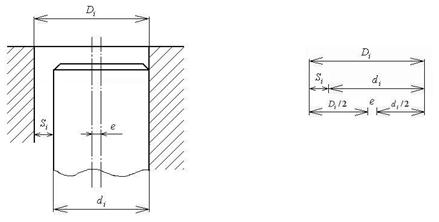
Рис. 9

Величина полученного эксцентриситета е (несоосность в радиусном выражении) равна половине зазора в соединении.
Для сборки худшим условием является минимальный зазор, величина которого равна Smin, тогда эксцентриситет равняется:
е 
Для соединения деталей во время работы худшим условием является максимальный зазор, величина которого равна Smax, тогда эксцентриситет равняется:
е 
2. Посадка с натягом – посадка, в которой размеры вала больше размеров отверстия (перед сборкой) и поле допуска вала расположено выше поля допуска отверстия (на схеме полей допуска - рис. 10, 11).
|
|
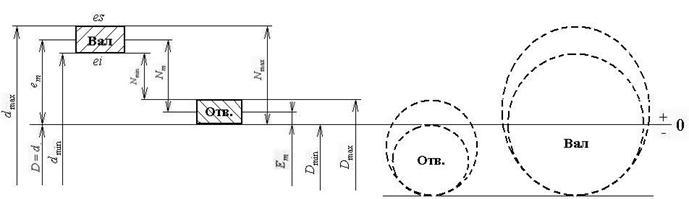
Рис. 10
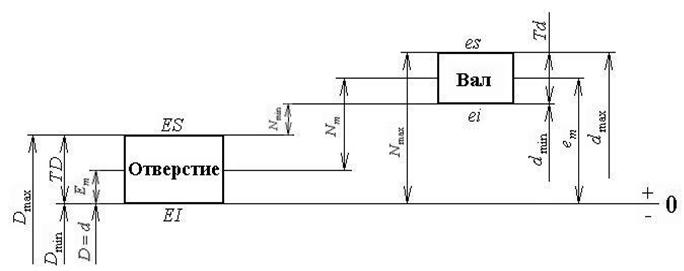
Рис. 11
Nmax – максимальный натяг
Nmin – минимальный натяг
Nm – средний шаг
Посадка с натягом используется для неподвижных соединений. Сборка производится запрессовкой вала или нагревом охватывающей детали. Возможен комбинированный способ сборки. Детали соосны при эксплуатации.
TN – допуск натяга
Примеры расположения полей допусков посадок с натягом (рис. 12 а, б)
а) б)
Рис. 12
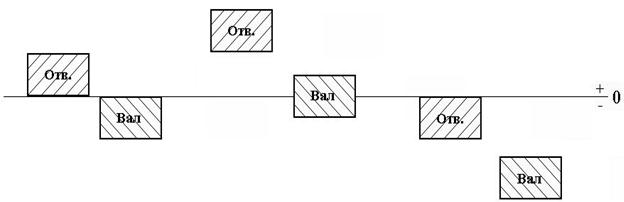
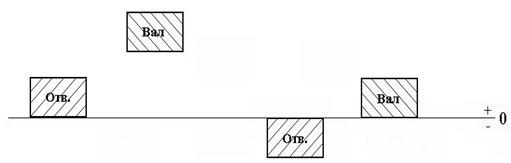
3. Переходная посадка – посадка, в которой вероятно появление как зазоров, так и натягов, и поля допусков отверстия и вала перекрываются (рис. 13).
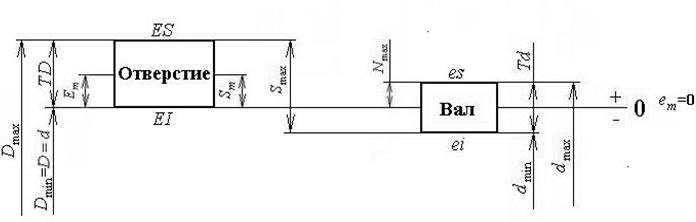
Рис. 13
Сборка осуществляется в зависимости от действительных размеров деталей.

Если  - посадка переходная с преобладанием зазора и определяется
- посадка переходная с преобладанием зазора и определяется  .
.
Если  - посадка переходная с преобладанием натяга и определяется
- посадка переходная с преобладанием натяга и определяется  .
.
 или
или 
 или
или 
Допуск переходной посадки

Переходные посадки обладают хорошей соосностью (центрированием). Могут собираться как вручную, так и с помощью настольных реечных или эксцентриковых настольных прессов, гидравлических или пневматических приспособлений для запрессовки.
Условное обозначение посадок на чертежах:
Ø20
Ø20
Ø20 
Примеры расположения полей допусков переходных посадок (рис.14 а, б, в).
а) б) в)
Рис. 14
Система допусков и посадок гладких цилиндрических соединений (ЕСДП ГЦС)
ГОСТ 25346-82
ГОСТ 25347-82
Установлены допуски и посадки для размеров:
- до 1 мм;
- 1 – 500 мм;
- 500 – 3150 мм;
- 3150 – 10000 мм.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенную на основе опыта, теоретических и экспериментальных исследований и оформленную в виде стандартов.
ЕСДП даёт возможность стандартизовать режущий и мерительный инструмент, облегчает конструирование, производство и т.п.
Построение квалитетов.
Квалитеты установлены для нормирования уровня точности.
Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех размерных диапазонов (т.е. точностью изготовления единицы размера 1 мм).
В ЕСДП установлено 19 квалитетов (0,1; 0; 1; 2; …; 17). Чем больше номер квалитета, тем больше допуск, ниже точность изготовления. Для каждого квалитета установлена своя характеристика: число единиц допуска а (безразмерная характеристика). В таблице 1 приведены значения а для 5…17 квалитетов:
Таблица 1
| квалитет | |||||||||||||
| а |
В основе этой таблицы лежит геометрическая прогрессия со знаменателем q=1,6.
Величина допуска подсчитывается по формуле:
T=a·i, где
a – число единиц допуска, характеризующее квалитет;
i – единица допуска, зависящая от номинального размера детали, [мкм].
Допуски для квалитетов 0,1; 0; 1; 2; 3; 4 определяются по эмпирическим формулам.
Для размеров менее 1 мм допуски по квалитету 14-17 не устанавливаются.
Для построения рядов допусков все размеры разбиты на размерные интервалы (таблица 2): св. 1 до 500 мм Таблица 2
| Интервал размеров в мм | Значение допусков, мкм, для квалитетов | ||||
| [мкм] | |||||
| До 3 | |||||
| св. 3 до 6 | |||||
| св. 6 до 10 | |||||
| св. 10 до 18 | |||||
| ...... |
Для всех размеров, объединённых в один интервал значения допусков (для одного квалитета) приняты одинаковыми, так как единица допуска i – одинакова для размеров от 1 до 500 мм: 
 – поправка на погрешность измерения, где D [мм] – среднее геометрическое из крайних размеров интервала
– поправка на погрешность измерения, где D [мм] – среднее геометрическое из крайних размеров интервала 
Пример: для интервала св. 3 до 6 мм 
 .
.
Для размеров св. 500 до 10000 мм: 
Определим величину допуска T для интервала размеров св. 3 до 6 мм:
для 5 квалитета:  ;
;
для 6 квалитета:  (принято 8 мкм);
(принято 8 мкм);
для 7 квалитета:  .
.
Допуски и отклонения, установленные в ЕСДП относятся к деталям, измеренным при  , (нормальные условия).
, (нормальные условия).
Для образования поля допуска установлены основные отклонения.
Основное отклонение – это одно из двух предельных отклонений (или верхнее или нижнее), используемое для определения положения поля допуска относительно “0” линии.
Для отверстий – основное отклонение обозначается прописными буквами латинского алфавита от A до Z; для валов – строчными от a до z.
На величину основного отклонения влияет номинальный размер детали.
Относительное расположение
основных отклонений отверстия и вала в ЕСДП. ГОСТ 25346-82 (рис.15)
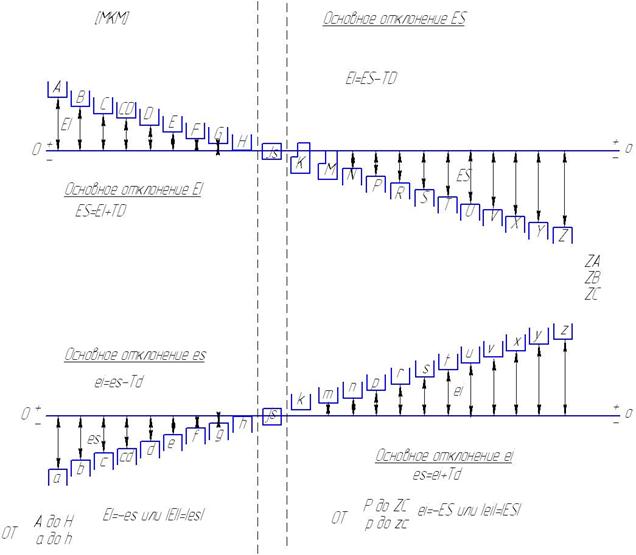
Рис. 15
Абсолютное значение и знак основного отклонения определяются по эмпирическим формулам.
Основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов.
Образование полей допусков.
Поле допуска образуется сочетанием основного отклонения с допуском по одному из квалитетов.
Примеры: записать отклонения для полей допусков:
Ø ; Ø
; Ø ; Ø
; Ø ; Ø
; Ø ; Ø
; Ø ; Ø
; Ø
1. Ø: 
 ;
; 
Ø .
.
2. Ø: 
 ;
; 
Ø .
.
3. Ø:  ;
;
Ø .
.
4. Ø:  ;
;
Ø .
.
5. Ø: 
 ;
; 
Ø .
.
6. Ø: 
 ;
; 
Ø .
.
Для размеров от 500 до 10000мм установлено сокращенное число полей допусков.
 Из рекомендуемых полей допусков выделены предпочтительные поля. Они обеспечивают ≈90% посадок. Это повышает уровень унификации, сокращает номенклатуру режущего и мерительного инструмента. Выделяют их краской или.
Из рекомендуемых полей допусков выделены предпочтительные поля. Они обеспечивают ≈90% посадок. Это повышает уровень унификации, сокращает номенклатуру режущего и мерительного инструмента. Выделяют их краской или.
В ЕСТД предусмотрены посадки в системе отверстия и системе вала. При необходимости используют комбинированные посадки.
Посадки в системе отверстия – это посадки в которых различные зазоры и натяги получают соединением различных валов с “ основным ” отверстием (EI=0; H).
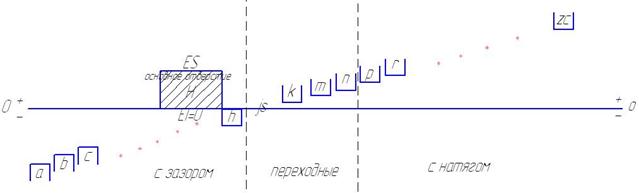
Рис. 16
По экономическим соображениям допуск отверстия рекомендуется назначать на 1-2 квалитета больше, чем допуск вала (так как трудоёмкость изготовления отверстия больше).
Пример:  ;
;  и т.п.
и т.п.
При малых диаметрах (менее 1 мм) – точный вал получить труднее; допуски вала и отверстия устанавливаются одинаковыми.
Посадки с зазором в “системе отверстия”: 
Переходные:
– переходные с преобладанием зазора:  ;
;  .
.
– переходные с преобладанием натяга:  ;
;  .
.
Посадки с натягом в “системе отверстия”:  .
.
Посадки в системе вала – это посадки в которых различные зазоры и натяги получаются соединением различных отверстий с “ основным ” валом (es=0; h).
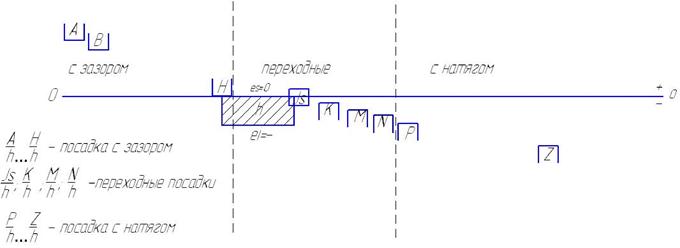 Рис. 17
Рис. 17
Комбинированный способ (отсутствие отклонений H; h): Ø ; Ø
; Ø .
.
Относительная точность:
с 0,1 до 5 кв. – очень высокая точность (малые допуски);
6 – 7(8) кв. – высокая точность (малые допуски), где (8) – для больших размеров;
9 – 10 кв. – нормальная точность (средние допуски);
11 – 12(13) кв. – пониженная точность;
св. 14 кв. – низкая точность.
Примеры посадок:
Ø ; Ø
; Ø ; Ø
; Ø – посадки в системе отверстия;
– посадки в системе отверстия;
Ø ; Ø
; Ø – посадки в системе вала.
– посадки в системе вала.
Домашнее задание:
1. Для Ø20 и квалитета 7 построить таблицу полей допусков для отверстий и валов.
2. Проанализировать: Ø20H7 и Ø20G7 и сравнить Ø20H7 и Ø20f6 (в чём сходство и различие).
1. Задание на дом: рассчитать максимальные, минимальные, средние зазоры, допуск посадки:
Ø ; Ø
; Ø .
.
Подобрать для поля допуска вала Øполе допуска отверстия, чтобы была посадка с зазором.
2. То же для посадок с натягом:
Ø .
.
Подобрать поле допуска отверстия, чтобы была посадка с натягом, если поле допуска вала Ø .
.
3. То же для переходной посадки:
Ø .
.
Подобрать поле допуска вала для образования переходной посадки с отверстием Ø .
.

