 2020-01-14
2020-01-14 198
198
Для втулки, запрессованной в корпус (рисунок 3), в зависимости от конструктивных параметров (d1, d2 и l), воспринимаемого крутящего момента Мк и сочетания конструкционных материалов выбрать посадку, определить ее основные параметры, вычертить схему расположения полей допусков, найти минимальный и максимальный натяги, проставить значение d2 и обозначение посадки.

Рисунок 3 – Эскиз соединения с натягом
Расчёт
Исходные данные: ∅d1=90 мм; ∅d2=135 мм; ∅d3=180 мм; l=60 мм; Mk=7,0 H·м; RОС=90 Н; материалы – бронза + высокопрочный чугун.
1 Находим требуемое минимальное давление

где  – коэффициент трения при запрессовке,
– коэффициент трения при запрессовке,  (табл 1.14 /1/)
(табл 1.14 /1/)

2 Определяем величину наименьшего расчетного натяга

Где

где  - коэффициент Пуассона для бронзовой втулки,
- коэффициент Пуассона для бронзовой втулки,
 (таблица 1.16 /1/)
(таблица 1.16 /1/)


где - коэффициент Пуассона для чугунного корпуса,
 (таблица 1.16 /1/)
(таблица 1.16 /1/)

 - модуль Юнга;
- модуль Юнга;
Для бронзовой втулки  (таблица 1.16 /1/).
(таблица 1.16 /1/).
Для чугунного корпуса  (таблица 1.16 /1/).
(таблица 1.16 /1/).

3 Максимальное допустимое давление

где  - предел текучести,
- предел текучести,  (таблица 1.16 /1/).
(таблица 1.16 /1/).

4 Максимальный допустимый натяг



5 Средний натяг, мкм


6 Относительный средний натяг, мкм


7 По таблице 1.11 /1/ при  находим группу посадок и их параметры для
находим группу посадок и их параметры для  Найденные посадки заносим в таблицу 1.
Найденные посадки заносим в таблицу 1.
Условию  удовлетворяют все посадки, условию
удовлетворяют все посадки, условию  также удовлетворяют все посадки. Выбираем посадку
также удовлетворяют все посадки. Выбираем посадку 
Схема расположения полей допусков представлена на рисунке 4.
Натяги:
максимальный Nmax=es–EI=0,311-0=0,311 мм;
минимальный Nmin=ei–ES=0,248–0,063=0,185 мм.
Таблица 1 – Группа посадок с натягом и их параметры
| Обозначение посадки | H7/u7 | H8/u8 | H8/x8 | H8/z8 |

| 
| 
| 
| 
|
 мкм
мкм
| 210 | 233 | 311 | 428 |
 мкм
мкм
| 130 | 107 | 185 | 302 |
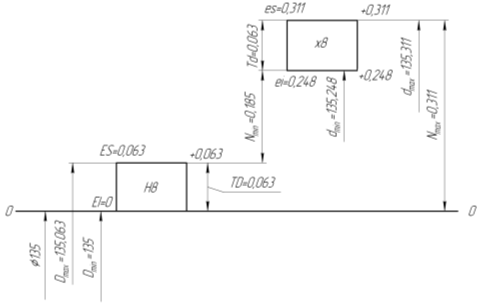
Рисунок 4 - Схема расположения полей допусков для посадки с натягом
Схема соединения с натягом приведена в приложении А.
Для посадок с натягом (таблица 1.15 /1/) рекомендуется нормальная степень геометрической точности (ОГТ-А), у которой допуски формы
Допуск вала
T∆d=0,2·Td=0,2·0,063=0,0126 мм≈12,0 мкм.
Допуск отверстия
T∆D=0,2·TD=0,2·0,063=0,0126 мм≈12,0 мкм.
Предпочтительный параметр шероховатости вала и отверстия
Rz=0,1·T=0,1·0,063=0,0063 мм≈6,3 мкм.








