 2020-01-14
2020-01-14 247
247
Поясные швы балки свариваются автоматической сваркой под флюсом. Это наиболее производительный способ электродуговой сварки; его применяют для прямолинейных стыковых швов длиной более 500 мм, продольных и кольцевых швов листовых конструкций и угловых швов длиной болееЗм. Сварку производят голой электродной проволокой. Место сварного шва покрывают ровным слоем флюса толщиной 30–40 мм. Мощность сварочной дуги при автоматической сварке 40–60 квт – это в 6–7 раз больше, чем при ручной. При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом. Под действием тепла сварочной дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве, шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Неизрасходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшей сварке.
Достоинства способа
Производительность сварки – это количество расплавляемого металла в единицу времени, прямо пропорциональна величине сварочного тока. При сварке под флюсом вылет электрода значительно меньше, чем при ручной дуговой сварке. Поэтому можно, не опасаясь перегрева электрода и отделения защитного покрытия, в несколько раз увеличить силу сварочного тока. Плавление электродного и основного металла происходит под флюсом, надежно изолирующим их от окружающей среды. Флюс способствует получению чистого и плотного металла шва, без пор и шлаковых включений, с высокими механическими свойствами. Работа на высоких плотностях тока в электроде позволяет производить сварку металла значительной толщины без разделки кромок. Практически отсутствуют потери на угар и разбрызгивание электродного металла. Процесс сварки почти полностью механизирован. Простота процесса позволяет использовать для обслуживания сварочных аппаратов сварщиков-операторов без длительной подготовки. Автоматическая сварка под флюсом по сравнению с ручной дуговой сваркой значительно улучшает условия труда сварщика-оператора, повышает общий уровень и культуру производства.
Технико-экономические показатели способа. Максимальная скорость сварки однофазной дугой под флюсом при удовлетворительном формировании шва -70 м/ч. Производительность механизированной сварки под флюсом 6–21 кг/ч. Коэффициент наплавки 14–18 г./(А.ч). Потери на угар и разбрызгивание составляют 1–3%. Электродная проволока.
Для сварки низколегированной стали используют проволоку марки Св -08Г2С. Проволока должна быть хорошо очищена от ржавчины, жиров, грязи и не иметь резких перегибов, затрудняющих ее подачу.
Сварочные флюсы
Сварочный флюс – один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава
флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обуславливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Флюсы выполняют следующие функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва. Для сварки строительных конструкций применяют плавленые и керамические флюсы. Керамические флюсы – механическая смесь тонкомолотых компонентов, связанных жидким стеклом в единую массу, из которой путем грануляции получены зерна размером 1,5–2 мм. Зерна прокаливают в электрической печи. Наиболее широко применяют для сварки низколегированной стали флюсы: АН-348-А, ОСЦ-45, АН-60, АН-348АМ по ГОСТ 9087–81 в сочетании с проволокой Св -08 А, Св – 08 ГА, Св – 10Г2 по ГОСТ2246–70.
Автоматическую сварку стыковых швов можно вести в один проход с двухсторонним формированием шва на флюсовой подкладке и с предварительной ручной подваркой шва с обратной стороны. Под однопроходную сварку с двухсторонним формированием шва детали должны быть собраны с зазором, обеспечивающим свободное прохождение ножа, крепящего ползун трактора ТС-32. Для свободного продвижения ножа в зазоре кромки свариваемых деталей нельзя обрезать кислородом, Сборку деталей следует производить на «гребенках», удаляемых по мере перемещения сварочного автомата. (Рис. 8) см. приложение (стр. 23).
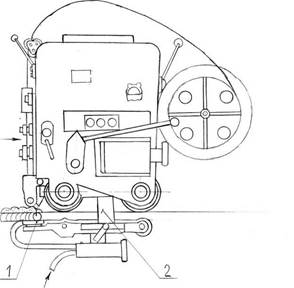
Рис. 8 Трактор ТС-32
1. Формирующий медный ползун;
2. Нож;
3. Сборочная гребенка, удаляемая по мере перемещения трактора.
Технологические указания по производству автоматической сварки под флюсом:
1. копираппарат и электрод должны двигаться точно по оси шва;
2. слой флюса должен полностью закрывать сварочную дугу;
З. при сварке кольцевых швов цилиндрических конструкций электрод следует смещать от вертикальной оси на 25–60 мм в сторону обратную направлению вращения цилиндра;
4. сварку кольцевого шва следует начинать на расстоянии не менее 150 мм от начала или конца предварительно полностью заваренного шва.
Источник питания.
Сварочный выпрямитель типа ВКС-500–1(Рис. 9)
Назначение
Выпрямитель предназначен для питания сварочной дуги постоянным током при ручной и автоматической сварке под слоем флюса.
Рис. 9Сварочный выпрямитель типа ВКС500– 1
Краткое описание
Выпрямитель однопостовой состоит из силового понижающего трансформатора, выпрямительного блока, пускорегулирующей и защитной аппаратуры.
Выпрямительный блок собран по шеститактной кольцевой схеме из кремниевых вентилей. Соединяется с трансформатором шинами.
Охлаждение вентилей и трансформатора воздушное принудительное; осуществляется вентилятором. Внешняя вольтамперная характеристика трансформатора – падающая.
Технические данные
Номинальный сварочный ток….500. А
Пределы регулирования тока…100–650а
Потребляемая мощность………20 кВ-А
Напряжение
питающей сети……………………380 В
номинальное рабочее………….40 В
холостого хода…………………..78 В
Размеры
длина………………………………870 мм
ширина………………….…………650 мм
высота……………………………..1215 мм
Масса………………………………385 кг
Неисправности по работе автоматов и способы их устранения
| Неисправность | Возможные причины | Способ устранения |
| В процессе сварки наблюдаются, неравномерная подача проволоки и обрывы дуги при нормально работающем двигателе падающего механизма. | 1. сработался падающий ролик. 2. перегиб в шланге. 3. слабый зажим проволоки в падающем механизме. | 1. заменить подающий ролик. 2. растянуть шланг, чтобы не было прогибов. 3. отрегулировать прижимным роликом зажим проволоки в падающем механизме, чтобы не было пробуксовки проволки. |
| Неустойчивое горение дуги, сопровождающееся нагревом отдельных контактов в сварочной цепи. | Не обеспечена плотность контактов в сварочной цепи (зажимов сварочных приводов на пульте управления и в падающем механизме, крепления шлангового держателя на подающем механизм, соединения горелки со шлангом). | Проверить рукой нагрев всех контактов сварочной цепи. При повышенном нагреве обеспечить плотное соединение контактов. |
| При замыкании электрода не возбуждается сварочная дуга. | 1. не включен выключатель на аппаратном ящике 2. не включен источник сварочного тока. | 1. включить выключатель 2.включить источник сварочного тока. |
| Усиленный нагрев держателя при сварке на большом токе. | Не поступает вода в держатель для Охлаждения. | Проверить соединение водяного охлаждения и обеспечить плотность крепления резиновых трубок к штуцерам, перегибы в шлангах подачи и отвода воды. |
| Образование пор. | 1. неправильно выбран химический состав сварочной проволоки 2. плохая газовая защита. | Заменить проволоку на требуемую. |
Возможные неполадки в работе редукторов и их устранение
 Неисправности Неисправности
| Причины неисправности | Метод устранения |
| Пропуск газа в соединениях. | Неплотности: 1. под накидной гайкой; 2. под штуцером манометра; 3. в кожухе манометра. | 1. подтянуть ключом накидную гайку или сменить фибровые прокладки; 2. подтянуть ключом штуцер манометра или сменить фибровую прокладку; 3. заменить манометр. |
| Не поступает или плохо поступает газа через редуктор. | 1. засорение фильтра редуктора; 2. замерзание редуктора. | 1. фильтр вынуть из штуцера, прочистить и промыть бензином Б-70; 2. отогреть чистыми тряпками, смоченными. |
| Падение давления в редукторе. | 1. повреждена мембрана; 2. не плотность по периметру; | 1. заменить мембрану; 2. устранить не плотность. |
При точном соблюдении технологического процесса сварки на выбранном оборудовании мы изготавливаем конструкции, отвечающие всем нормам и требованиям чертежа на данное изделие.
Применение механизированных сборочно-сварочных приспособлений облегчает труд сварщика, повышает производительность его труда, а, следовательно, и уровень его заработной платы.








