 2020-01-14
2020-01-14 477
477Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
Расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе и компенсации погрешностей, возникающих на выполняемом переходе.
Для определения габаритных размеров заготовки необходимо рассчитать припуски на механическую обработку заготовки из проката и допуски на их изготовление.
Существует 2 метода определения припусков: расчетно-аналитический и табличный.
Воспользуемся табличным методом для определения общего припуска на механическую обработку. Необходимые значения припусков и допусков регламентируются по ГОСТ 26645 – 85.
Минимальный припуск (односторонний):
 , где
, где
Rz i-1 – высота неровностей профиля на предшествующем переходе;
h i-1 – глубина дефектного поверхностного слоя на предшествующем переходе;
ΔΣi-1 – суммарные отклонения расположения поверхности;
ε i – погрешность установки заготовки на выполняемом переходе.
Качество поверхности сортового проката (мкм)
| Диаметр проката, мм | Точность прокатки | |
| Rz | h | |
| Св. 20 до 80 | 100 | 75 |
Данные о сортовом профиле проката общего назначения
| Диаметр, мм | Предельные отклонения (мм) по диаметру при точности прокатки | |
| + | - | |
| 45 | 0,3 | 0,9 |
Имеем два габаритных размера детали: 1200  63 мм (длина × ширина). Рассчитаем общие припуски на диаметр и длину:
63 мм (длина × ширина). Рассчитаем общие припуски на диаметр и длину:
| Размер (детали) (мм) | Допуск размера (проката) (мм) | Допуск формы и расп-я (прокатки) (мм) | Общий допуск (отливки) (мм) | Вид окончат. обработки (мм) | Общий припуск (мм) | Размер заготовки (мм) |
| 355 | 1,2 | 0,24 | 1,2 | 1. Чистовая 2. Чистовая | 1,6 1,6 | 385,2±0,8 |
| 45 | 1,40 | 0,24 | 1,60 | 1. Тонкая 2. Черновая | 1,7 1,1 | 50,1±0,7 |
Маршрут технологического процесса механической обработки
Маршрутная карта изготовления ходового винта качения круглошлифовального станка мод. 3К152ВФ20 представлена на листе №3 курсового проекта. В неё входят следующие операции:
005 Отрезная
010 Термическая
015 Токарная
020 Бесцентрово-шлифовальная
025 Резьбонакатная
030 Термическая
035 Шлифовальная
040 Токарная
045 Термическая
050 Токарная
055 Термическая
060 Шлифовальная
065 Шлифовальная
070 Фрезерная
075 Фрезерная
080 Координатно-расточная
085 Шлифовальная
090 Термическая
095 Шлифовальная
100 Шлифовальная
105 Шлифовальная
110 Шлифовальная
115 Контрольная
Расчет режимов резания
Операция 025
Оборудование – Токарно-винторезный станок
Поверхность 1 (d=26,5).
Инструмент – резец с МНП Т15К6
1. Глубина резания t=0,2 мм.
2. Подача S=0,25 мм/об [2, с. 268, т. 14]
3. Стойкость T=60 мин
4. Определяем скорость резания
 ; м/мин, где
; м/мин, где
Kv=Kмv*Kиv*Klv
Kмv = 1; Kиv = 1; Kпv = 1.
Cv=420; x=0,15; y=0,2; m=0,2. [2, с. 269, т. 17]

5. Определяем частоту вращения шпинделя
n =  = 1600 мин-1
= 1600 мин-1
Принимаем максимальную частоту вращения шпинделя на данном станке n=750 мин-1
6. Определяем скорость резания по станку

7. Определяем минутную подачу
SM = S0 * n мм/мин.
SM = 0,25 * 750 = 187,5 мм/мин.
8. Определяем основное машинное время
ТМ =  , мин, где i – количество проходов, i = 1.
, мин, где i – количество проходов, i = 1.
Lрез=627,5 мм.
ТМ =  = 3,35 мин.
= 3,35 мин.
9. Определяем силы резания



Тангенциальная сила Pz
Cp=300, х=1,0, у=0,75, n=-0,15 [2, с. 273, т. 22]

Радиальная сила Pу
Cp=243, х=0,9, у=0,6, n=-0,3 [2, с. 273, т. 22]

Осевая сила Px
Cp=339, х=1, у=0,5, n=-0,4 [2, с. 273, т. 22]

10. Определяем мощность резания

Для переходов 2,3,4,5,6,7,8 применяется один и тот же инструмент, используется та же стойкость, подача и скорость резания. Для этих же переходов составляющие силы резания и мощность резания будут равны.
5. Определяем частоту вращения шпинделя
n =  = 832 мин-1
= 832 мин-1
Принимаем максимальную частоту вращения шпинделя на данном станке n=750 мин-1
6. Определяем минутную подачу
SM = S0 * n мм/мин.
SM = 0,25 * 750 = 187,5 мм/мин.
7. Определяем основное машинное время
ТМ = , мин, где i – количество проходов, i = 1.
Lрез=65 мм.
ТМ =  = 0,35 мин.
= 0,35 мин.
Оборудование – Токарно-винторезный станок
Инструмент – резец с МНП Т15К6
1. Глубина резания t=0,5 мм.
2. Подача S=1,5 мм/об
3. Стойкость T=70 мин
4. Определяем скорость резания
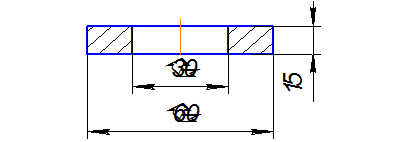
Наружный диаметр резьбы d=26 мм, внутренний диаметр резьбы d1=22 мм, следовательно необходимо сделать три прохода с глубиной резания t=0,5 мм, и один проход с глубиной резания t=0,124 мм.
; м/мин, где
Kv=Kмv*Kиv*Klv
Kмv = 1; Kиv = 1; Kпv = 1.
Cv=244; x=0,23; y=0,30; m=0,2. [2, с. 296, т. 49]
Для t=0,5 мм

Для t=0,124 мм

5. Определяем частоту вращения шпинделя для первых 3-х проходов
n = 
Для последнего прохода
Принимаем максимальную частоту вращения шпинделя на данном станке n=750 мин-1
6. Определяем скорость резания по станку

7. Определяем минутную подачу
SM = S0 * n мм/мин.
SM = 1,5 * 750 = 1125 мм/мин.
8. Определяем основное машинное время
ТМ = , мин,
где i – количество проходов, i = 4.
Lрез= 35+2+2=39 мм,
ТМ =  = 0,14 мин.
= 0,14 мин.
9. Определяем силы резания


Тангенциальная сила Pz
Cp=148, у=1,7, n=0,71 [2, с. 298, т. 51]
9. Определяем мощность резания

Операция 105 кругло-шлифовальная (круглошлифовальный станок 3К152ВФ20):
Переход: шлифовать наружный диаметр ходовой резьбы окончательно.
Выбираем шлифовальный круг прямого профиля ПП для круглого наружного шлифования периферией круга с продольной подачей.
Выбираем шлифовальный круг 9А40 ПСМ2-С2 К5.
9А40 – шлифовальный материал – белый электрокорунд зернистостью 16.
СМ2 – среднемягкий;
С2 – средний;
К5 – связка керамическая.
Размер К 100×50×20 (мм).
Припуск на шлифование 0,2 (мм)
Для станка, при окончательном шлифовании выбираем режимы резания:
Скорость круга:  м/с.
м/с.
Скорость заготовки:  м/мин.
м/мин.
Глубина шлифования:  мм.
мм.
Продольная подача:  м/мин;
м/мин;
 мм/об;
мм/об;
Число оборотов заготовки:  мин-1;
мин-1;
Т.о. припуск снимаем посредством 20 проходов шлифовального круга.
Эффективная мощность при шлифовании периферией круга с продольной подачей:
 ;
;
Коэффициент  .
.
Показатели степени:
 ;
;
 ;
;
 .
.
Диаметр шлифования:  мм.
мм.
 кВт.
кВт.
Операция 110 кругло-шлифовальная (круглошлифовальный станок 3К152ВФ20):
Переход: шлифовать посадочные поверхности окончательно.
Выбираем шлифовальный круг прямого профиля ПП для круглого наружного шлифования периферией круга с продольной подачей.
Выбираем шлифовальный круг 9А40 ПСМ1 – С1 К5.
9А40 – шлифовальный материал – белый электрокорунд зернистостью 16.
СМ1 – среднемягкий;
С1 – средний;
К5 – связка керамическая.
Размер К 60×30×15 (мм).
Припуск на шлифование 0,15 (мм)
Для станка, при окончательном шлифовании выбираем режимы резания:
Скорость круга:  м/с.
м/с.
Скорость заготовки:  м/мин.
м/мин.
Глубина шлифования:  мм.
мм.
Продольная подача:  м/мин;
м/мин;
 мм/об;
мм/об;
Число оборотов заготовки:  мин-1;
мин-1;
Т.о. припуск снимаем посредством 30 проходов шлифовального круга.
Эффективная мощность при шлифовании периферией круга с продольной подачей:
 ;
;
Коэффициент  .
.
Показатели степени:
 ;
;
 ;
;
 .
.
Диаметр шлифования:  мм.
мм.
 кВт.
кВт.








