 2020-04-12
2020-04-12 155
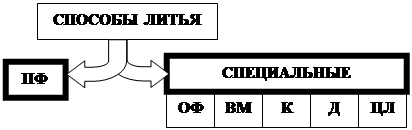
155Выбор рационального способа изготовления производиться в зависимости от:
- технологических возможностей способов литья (исходные данные: размеры и масса детали, толщина стенки отливки, материал, из которого она изготавливается);
- экономической целесообразности (исходные данные: размер партии изготавливаемых отливок).
Технологические возможности способов литья
 |
80%
Вес nх100т до 150кг 30кг 2т 50
Толщина стен 3мм 2мм 0,5мм 3мм 0,7мм
Мах габарит 10м 1м 0,5 2м 0,7м
Программа выпуска N ≥500шт/год для ОФ, К
N – любая N≥3000шт/год для ВМ, Д
Справочные характеристики
| Технические возможности и сравнительные показатели различных способов литья | |||||||
| Показатель | Способ литья1 | ||||||
| П | Д | К | В | О | Ц | ||
| Максимальная масса отливок, кг | 250000 | 50 | 2000 | 100 | 200 | 50000 | |
| Максимальный размер отливки, м | 20 | 1,2 | 2 | 1 | 1,5 | 10 | |
| Минимальная толщина стенки отливки, мм | 3 | 0,5 | 2,2 | 0,5 | 1,5 | 4 | |
| Класс размерной точности отливок2 | 5 - 16 | 3т - 9 | 5т - 13 | 3т - 11 | 7т - 15 | 6 - 15 | |
| Квалитет по ГОСТ 25346 - 893 | 13 | 11 | 12 - 13 | 11 | 14 | 13 - 14 | |
| Степень точности поверхности отливки2 | 7 - 22 | 2 - 11 | 4 - 14 | 3 - 13 | 6 - 17 | 4 - 14 | |
| Шероховатость поверхности2 (Ra), мкм | 8 - 1004 | 2,5 - 20 | 4 - 40 | 3,2 - 32 | 6,3 - 80 | 4 - 40 | |
| Минимальный припуск на обработку (на сторону)2, мм | 0,3 - 6 | 0,2 - 0,5 | 0,3 - 1 | 0,1 - 0,6 | 0,4 - 2 | 0,3 - 1 | |
| Литейные уклоны, град | 0,5 - 3 | 0,5 - 1 | 0,5 - 1,2 | 1 - 2 | 1 - 2 | 3 - 6 | |
| Коэффициент использования металла, % | 60 - 70 | 90 - 95 | 75 - 80 | 90 - 95 | 80 - 95 | 70 - 90 | |
| Выход годного, % | 30 - 50 | 50 - 65 | 40 - 60 | 30 - 60 | 50 - 60 | 90 - 100 | |
| Относительная себестоимость 1 т отливок | 1,0 | 1,8 - 2 | 1,2 - 1,5 | 2,5 - 3 | 1,5 - 2 | 0,6 - 0,7 | |
| Экономически оправданная серийность, шт | Без огр. | 1000 | 400 - 800 | 1000 | 200 - 500 | 100 - 1000 | |
| Преобладающие типы серийности производства5 | Ед, Мс, С, Кс | Кс, Мас | С, Кс, Мас | Ед, Мс, С | С, Кс, Мас | С, Кс, Мас | |
| Преобладающие разновидности (группы) отливок по массе6 | М, Ср, Кр, Окр | М | М, Ср | М | М, Ср | М, Ср, Кр, Окр | |
Годовой выпуск отливок в зависимости от их массы и серийности производства
| Тип серийности производства | Масса отливки, кг | ||||||
| <20 | 20 — 100 | 101 – 500 | 501 – 1000 | 1001 – 5000 | 5001 – 10000 | >10000 | |
| Годовой выпуск отливок одного наименования, шт | |||||||
| Единичное | <300 | <150 | <75 | <50 | <20 | <10 | <5 |
| Мелкосерий- ное | 300 – 3000 | 150 – 2000 | 75 – 1000 | 50 – 600 | 20 – 100 | 10 – 50 | 5 – 25 |
| Серийное | 3000 – 35000 | 2000 – 15000 | 1000 – 6000 | 600 – 3000 | 100 – 300 | 50 – 150 | 25 – 75 |
| Крупносе- рийное | 35000 – 200000 | 15000 – 100000 | 6000 – 40000 | 3000 – 20000 | 300 – 4000 | 150 – 1000 | >75 |
| Массовое | >200000 | >100000 | >40000 | >20000 | >4000 | >1000 | — |
Литье в песчаные формы (ПФ) является универсальным способом!
Данное обстоятельство обуславливает целесообразность выбора этого способа литья практически для любой отливки.








