 2020-06-12
2020-06-12 2726
2726Группа СТ- 09/17
Тема. Металлургические процессы при сварке плавлением.
Задачи:
Изучить и законспектировать лекцию.
Проанализировать особенности процессов.
Отличительные черты металлургических процессов в сварке
Сваркой называется формирование неразъемного соединения деталей, при котором изменяются старые связи между атомами и образуются новые. Для обеспечения техпроцесса нужна энергия.
Соединение материалов может достигаться благодаря механическим усилиям. В результате происходит пластическое деформирование, называющееся сваркой давлением.
Сварочный процесс, который обеспечивается сильным нагреванием материалов, называют плавлением. Изменения металлов при высокотемпературной сварке подобны классическим металлургическим превращениям.
· 1 Плавление
· 2 Технологические особенности
· 3 Расщепление молекул
· 5 Раскисление
· 6 Очистка и применение неплавящихся электродов
· 7 Электрошлаковая и плазменная технология Плавление
Одним из основных металлургических процессов является плавление. Температура плавления – это показатель, при котором вещества переходят из твердого состояния в жидкое. В сварочных процессах температуры достигают 5-7 тысяч градусов.
В твердых материалах атомы расположены близко друг от друга. В металлах маленькая длина междуатомных связей приводит к обобществлению электронов.
Образующиеся группы подвижных электронов называются металлической связью. Она обуславливает все свойства металлов: высокие значения тепло- и электропроводности, пластичность, химическую активность.
Тепловые процессы при сварке приводят к отдалению друг от друга атомов на кромке соединяемых металлов, продвижению их в зону расплава, перемешиванию в ней. В результате металлургических процессов плавления в сварочной ванне образуется новый расплавленный материал, из которого после застывания получается шов.
Характер источника тепловой энергии определяет виды сварки. Чаще всего выполняется электродуговое, электрошлаковое, электроннолучевое, диффузное сваривание. При необходимости используют другие технологии термического воздействия.
Технологические особенности
Понятие о металлургических процессах, реализующихся при сварке, полностью формируется при рассмотрении всех физико-химических явлений, химических реакций в рабочей зоне.
Они подобны преобразованиям, проходящим на сталеплавильных комбинатах. Существует несколько технологических особенностей сварки, отличающих ее от металлургии:
в небольшом пространстве взаимодействует сразу несколько фаз;
в разных точках сварочной ванны значительно отличаются показатели температур. Для центральной части зоны характерен большой перегрев;
расплавленная масса интенсивно движется, перемешивается, обновляется;
место сплава быстро охлаждается, образуя новую твердую фазу.
В таких специфических условиях идет быстрое взаимодействие частиц расплава с молекулами окружающих газов, флюсов, присадок. Взаимодействие между плавящимся материалом и окружающей средой в зоне дуги разнообразны.
Одновременно протекают реакции окисления, раскисления (восстановления), легирования. В зоне шва могут поглощаться или выделяться газообразные продукты.
Часто реакции идут не до полного завершения. Все превращения сказываются на качестве шва. Чтобы обеспечить прочное соединение материалов, нужно регулировать процесс со знанием его металлургических особенностей.
Расщепление молекул
 Расщепление молекул газов и других сложных веществ во время сварки часто называют диссоциацией. Это не совсем верно, но термин прижился.
Расщепление молекул газов и других сложных веществ во время сварки часто называют диссоциацией. Это не совсем верно, но термин прижился.
При классической диссоциации образуются ионы. При распаде молекул в металлургических процессах сварки образуются только атомы или новые молекулярные вещества и атомы.
Так расщепление простых газов (водорода, кислорода, азота) приводит в каждой реакции к образованию атомов. Причем, первые два из приведенных газов расщепляются почти полностью.
Распад азота идет медленнее. Расщепление молекулы воды при разных температурах дает принципиально отличающиеся продукты. В одном случае образуется атомарный кислород, который инициирует реакции окисления. В других условиях выделяется атомарный водород – сильнейший восстановитель.
Металлургические процессы при сварке плавлением
Под термином металлургические процессы понимают высокотемпературные процессы взаимодействия фаз, имеющие целью получение металла. Они, как правило, сопровождаются переходом вещества из одной фазы в другую и могут являться реакциями перехода, замещения и распределения элементов между фазами. Так как металлургические процессы могут оказывать существенное влияние на качество сварного соединения, их необходимо учитывать и по возможности использовать при сварке.
Для случаев сварки плавлением взаимодействующими фазами являются жидкий и твердый металл, газ и жидкий шлак. Последний образуется при расплавлении шлакообразующих веществ электродного покрытия или флюса, а также в результате взаимодействия металла и газа.
Процессы сварки плавлением обязательно включают нагрев свариваемого и присадочного металла до расплавления, их последующее охлаждение и затвердевание. В связи с этим взаимодействие фаз сперва идет в условиях повышения, а затем понижения температуры. Это взаимодействие может быть эндотермическим, проходящим с поглощением теплоты, или экзотермическим, сопровождающимся выделением теплоты. Повышение температуры усиливает эндотермические процессы и ослабляет экзотермические. При понижении температуры имеет место противоположная тенденция.
При постоянных условиях (температура, давление и др.) реакции взаимодействия фаз с течением времени стремятся достигнуть равновесного состояния, при котором скорости прохождения этих реакций в одном направлении становятся равными скоростям их прохождения в противоположном направлении. Состояние равновесия реакций взаимодействия фаз зависит от температуры. Ввиду того, что температура в зоне сварки постоянно изменяется, реакции взаимодействия фаз могут изменять как направление, так и степень своего прохождения. При этом равновесие между реагирующими веществами, как правило, не успевает устанавливаться.
При всех способах сварки плавлением сварочная зона может быть разделена на высокотемпературную и низкотемпературную части. В высокотемпературной части сварочной зоны происходит нагрев металла, в низкотемпературной — его охлаждение. При дуговых способах сварки к высокотемпературной части зоны относятся сварочная дуга и прилегающие к ней области, а именно передняя часть сварочной ванны, конец электрода и капли электродного металла. К низкотемпературной относится хвостовая часть сварочной ванны. При электрошлаковой сварке к высокотемпературной части сварочной зоны следует отнести область вблизи конца (торца) электрода, к низкотемпературной — остальной объем сварочной ванны. Имеются высокотемпературная и низкотемпературная части зоны и при других способах сварки плавлением.
Наиболее интенсивное взаимодействие фаз имеет место при газовой и электродуговой сварке, когда длительность существования металла в жидком состоянии относительно велика. Вследствие большой концентрации энергии и малой площади пятна нагрева при электроннолучевой и импульсной лазерной сварке длительность существования металла в жидком состоянии мала. Скорость плавления, охлаждения и затвердевания металла велика, что затрудняет взаимодействие фаз. При электрошлаковой сварке газовая атмосфера с металлом сварочной ванны непосредственно не контактирует, вследствие чего основное значение имеет лишь взаимодействие металла со шлаком.
Процессы взаимодействия фаз в зоне сварки протекают одновременно, однако для удобства описания сначала рассмотрим взаимодействие металла с газовой фазой, а затем со шлаком.
Одной из главных задач при сварке плавлением является предупреждение вредного воздействия воздуха на металл. Эта задача обычно решается с помощью газовой или шлаковой защиты зоны сварки. Благодаря такой защите предупреждается доступ воздуха и взаимодействие составляющих его азота и кислорода с жидким металлом. Существенную роль при сварке может также играть водород. Перечисленные газы при взаимодействии с металлом могут физически в нем растворяться или же реагировать с ним с образованием химических соединений. В первом случае металл поглощает теплоту, во втором обычно происходит выделение теплоты. Химические реакции в зависимости от растворимости в жидком металле образовавшихся соединений можно разделить на три подгруппы: реакции, продукты которых хорошо растворимы в расплаве, реакции со средней их растворимостью и реакции, дающие нерастворимые соединения.
В табл. 2-6 приведены характеристики растворимости водорода, азота и кислорода в жидких металлах при их температуре плавления. В жидких, промышленно важных металлах, водород растворяется физически, тогда как азот и кислород преимущественно вступают с ними в химическое взаимодействие.
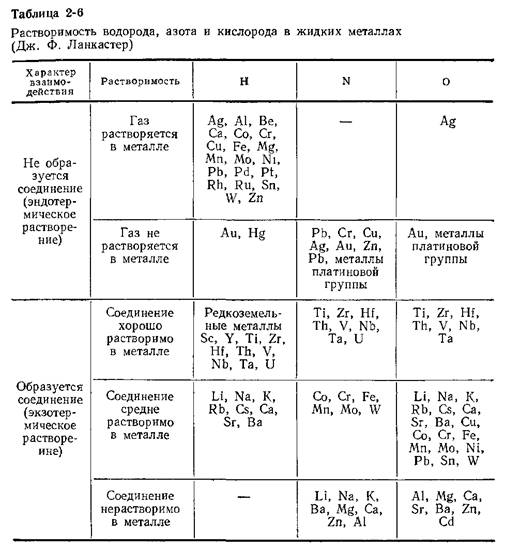
Так как водород растворяется в металлах с поглощением теплоты, то с повышением температуры его растворимость возрастает.
 Однако затем следует снижение растворимости водорода, т. е. кривые растворимости водорода, а также некоторых других газов имеют восходящую и нисходящую ветви (см. рис. 2-49). Такой характер зависимости растворимости обусловлен влиянием паров самого металла. С повышением температуры упругость паров металла повышается, что соответственно снижает парциальное давление газа. При температуре кипения металла атмосфера над ним полностью состоит из паров металла, а парциальное давление газа равно нулю. Поэтому в кипящем металле водород и другие газы не растворяются.
Однако затем следует снижение растворимости водорода, т. е. кривые растворимости водорода, а также некоторых других газов имеют восходящую и нисходящую ветви (см. рис. 2-49). Такой характер зависимости растворимости обусловлен влиянием паров самого металла. С повышением температуры упругость паров металла повышается, что соответственно снижает парциальное давление газа. При температуре кипения металла атмосфера над ним полностью состоит из паров металла, а парциальное давление газа равно нулю. Поэтому в кипящем металле водород и другие газы не растворяются.
При температуре плавления металла наблюдается резкое изменение растворимости газа. Ввиду того, что в твердом металле растворимость газа меньше, чем в жидком, при затвердевании металла газ должен из него удаляться. При неблагоприятных условиях это выделение может сопровождаться образованием пористости.
Большинство промышленно важных металлов взаимодействуют с кислородом и азотом с образованием химических соединений, которые или растворяются в металле, ухудшая его качество, или же удаляются в шлак. Поэтому весьма важно обеспечить надежную защиту зоны сварки от доступа воздуха. Особенно тщательной должна быть защита таких химически активных металлов, как титан, алюминий и их сплавы. С этой целью рекомендуется применять инертную атмосферу или инертный флюс. Такую же защиту рекомендуется применять при сварке сталей и сплавов, содержащих химически активные элементы. При сварке титана и его сплавов необходимо защищать не только зону сварки, но и участки металла, нагретые до температуры свыше 300° С.
Кроме кислорода воздуха жидкий металл может окисляться водяным паром, двуокисью углерода и другими кислородсодержащими газами, присутствующими в зоне сварки. При электрошлаковой сварке кислород, а также водород могут передаваться металлу из окружающей атмосферы через жидкий шлак.
Испаряясь, металл, в свою очередь, влияет на состав газовой фазы, изменяя этим условия прохождения дугового разряда, а также электронного или лазерного излучения. Это испарение носит избирательный характер, причем интенсивнее испаряются элементы с более высокой упругостью пара. При сварке стали, например, наиболее интенсивно испаряется Марганец, при сварке латуни — цинк. В результате избирательного испарения заметно снижается концентрация летучих элементов в металле шва, что необходимо учитывать при разработке технологии сварки.
Длительность взаимодействия жидких шлака и металла при сварке плавлением обычно невелика. При дуговой сварке она может колебаться от 10 с до 1 мин, а при электрошлаковой сварке достигать нескольких минут. Это взаимодействие прекращается после затвердевания металла и шлака,
Несмотря на относительную кратковременность, реакции взаимодействия шлака и металла при электродуговой сварке могут проходить довольно энергично, что обусловлено высокими температурами нагрева металла и шлака, большими поверхностями их контактирования и сравнительно большим относительным количеством шлака. Последнее в среднем составляет 30—40% массы металла сварочной ванны при сварке под флюсом и до 10% — при сварке по флюсу. Примерно такие же количества шлака образуются и при ручной дуговой сварке качественными электродами. В связи с весьма небольшим расходом флюса при электрошлаковой сварке металл и шлак взаимодействуют слабее, чем при дуговой.
Происходящие между жидким шлаком и металлом реакции взаимодействия являются или реакциями замещения, т. е. вытеснения из шлака в металл одного элемента другим, или же реакциями распределения элемента между металлом и шлаком. Реакции замещения могут быть записаны в молекулярной или ионной форме в зависимости от принятых взглядов на строение жидкого шлака. Так, например, реакции восстановления кремния и марганца из шлака железом, при принятии молекулярной теории строения шлаков, записывают так:

Символы в квадратных скобках здесь и далее обозначают металлическую фазу, в круглых скобках — шлаковую фазу. В ионной форме указанные реакции имеют вид

Различие между молекулярной и ионной формой записи ре акций замещения состоит в том, что принимают существующими в шлаке и реагирующими с металлом или молекулы свободных окислов, или ионы. Стрелки в уравнениях реакций показывают, что взаимодействие может идти в обоих направлениях. При высоких температурах указанные реакции преимущественно идут слева направо (восстановление кремния и марганца из шлака). При снижении температуры равновесие этих реакций смещается справа налево, т. е. марганец и кремний окисляются и переходят из металла в шлак. Направление прохождения реакций зависит также от концентраций (вернее активностей) реагирующих веществ.
Реакции распределения записывают так:

В данном случае сера распределяется между шлаком и металлом путем перехода через межфазную границу молекул сульфида железа. Такой характер распределения серы наблюдается при взаимодействии с жидкой сталью кислого шлака.
Ввиду существенной зависимости взаимодействия фаз от температуры рассмотрим характер изменения температуры металла в процессе сварки. Термические циклы, которые проходят основной и электродный металлы при сварке, неодинаковы. Капли расплавленного электродного металла пролетают через дуговой промежуток или переходят через шлаковую ванну. При этом поверхность их нагревается до высоких температур (при переходе через дуговой промежуток — до температуры кипения металла). Затем капли попадают в сварочную ванну. Основной металл свариваемых кромок подвергается менее интенсивному воздействию дуги или шлаковой ванны, а поэтому меньше перегревается над температурой плавления. Последующее охлаждение попавших в сварочную ванну основного и электродного металлов происходит совместно. В связи с этим металлургические реакции между металлом и шлаком в разных частях сварочной зоны проходят по-разному.
О характере прохождения металлургических реакций в разных частях сварочной ванны можно судить по химическому составу металла на конце электрода. После прекращения сварки на конце электродной проволоки обычно остаются капли затвердевшего металла. Они представляют собой оплавленный, но не прошедший через дугу электродный металл. В табл. 2—7 приведены данные о составе капель на конце электродной проволоки и металла шва, сваренного под флюсом АН-348 независимой дугой, неплавящимся и плавящимся электродами. В качестве основного металла использовали кипящую низкоуглеродистую сталь, электродного — сварочную проволоку Св-08А. В результате взаимодействия жидких флюса и металла последний обогащается кремнием и марганцем.
Как видно из табл. 2-7, больше всего кремния и марганца содержится в металле шва, сваренного независимой дугой. Это свидетельствует о том, что интенсивнее всего реагирует с флюсом электродный металл, попадающий в шов через дуговой промежуток. Однако и в других участках зоны сварки, находящихся вблизи дуги, — на конце электрода, в передней части сварочной ванны, металлургические реакции идут в том же направлении. При понижении температуры металла и флюса реакции идут в обратном направлении. Это позволяет условно разделить зону сварки на две области. Первая из них находится вблизи дуги, где плавятся металл и флюс, и вторая — в хвостовой части ванны, где понижается температура металла и шлака.
Наиболее интенсивно взаимодействуют в сварочной ванне шлак и металл в жидком состоянии, менее интенсивно действует жидкий шлак на затвердевший металл. Это происходит в течение сравнительно короткого времени, когда шов уже затвердел, а шлак еще находится в жидком состоянии. Интервал температур, в котором может происходить указанное действие, с одной стороны ограничен температурой плавления шлака, а с другой — температурой плавления металла. Например, для сварки низкоуглеродистой стали под высококремнистым марганцевым флюсом этот интервал температур составляет 300— 400° С, время взаимодействия жидкого шлака и твердого металла шва для обычных режимов сварки не превышает 15—30 с. Вследствие взаимодействия со шлаком в поверхностном слое затвердевшего шва могут происходить окислительные процессы, причем составы поверхностного слоя и основной массы шва не успевают выравниваться (за счет диффузии).
С понижением температуры раскисляющая сила элементов возрастает. Поэтому, если при высоких температурах возможен переход кремния и марганца из шлака в металл, то при понижении температуры эти легирующие элементы в стали окисляются и переходят в шлак. Слои металла на поверхности шва окисляются шлаком с образованием окисной пленки, которая прочно удерживается на поверхности металла и способствует сцеплению с этой поверхностью слоя шлака. При значительной величине силы сцепления шлак с поверхности шва удаляется с трудом, при ее отсутствии или малой величине шлаковая корка самопроизвольно отделяется от шва.
Жидкие шлаки, в том числе и сварочные, являются электролитами. При прохождении через них электрического тока они подвергаются электролитической диссоциации, что может влиять на взаимодействие шлака и металла. Наиболее вероятно такое мнение при электрошлаковой сварке, когда весь сварочный ток проходит через жидкий шлак. При дуговой сварке под флюсом доля тока, проходящего через шлаковую перемычку, невелика, и поэтому возможное влияние электролиза мало.
При сварке переменным током ввиду частой смены полярности влияние электролиза на химический состав металла шва незначительно. Существенное значение электролиз может иметь лишь при электрошлаковой сварке на постоянном токе. Например, в результате применения постоянного тока при электрошлаковой сварке и электрошлаковом переплаве можно достигнуть очистки металлической ванны от таких нежелательных примесей, как сера или водород.
В сварных швах всегда находятся неметаллические включения— микроскопически малые частицы неметаллического вещества. Они могут состоять из окислов, сульфидов, соединений фосфора, нитридов и др. Большинство неметаллических включений имеет эндогенное происхождение, т. е. образуются в металле сварочной ванны или металле шва из растворенных загрязняющих элементов. Лишь небольшая часть неметаллических включений имеет экзогенное происхождение, представляя собой мелкие частицы застрявшего в металле шлака.
Основная причина образования неметаллических включений — уменьшение растворимости загрязняющих элементов в металле при снижении температуры. Это характерно для металлов и в жидком, и в твердом состоянии. Резкое падение растворимости примесей имеет место при кристаллизации жидкого металла. Растворимость загрязняющих элементов изменяется и при фазовых превращениях металла в твердом состоянии (см. § 36).
В отличие от неметаллических включений шлаковые включения являются достаточно крупными частицами шлака, попавшими в металл шва вследствие резких нарушений технологического процесса сварки.
В зависимости от состава основного металла и предъявляемых к сварному соединению требований выбирают оптимальный химический состав металла шва. Требуемый состав шва может быть получен путем введения в него легирующих элементов из основного и электродного металлов, электродного покрытия или флюса. При условии постоянства режима сварки химический состав металла шва может быть рассчитан заранее. При этом исходят из доли основного и электродного металлов в металле шва и их химического состава, а также учитывают взаимодействие металла с газовой фазой и шлаком. Расчетное содержание элементов в металле шва определяют по формуле

 — аналитическое содержание элемента в электродном
— аналитическое содержание элемента в электродном
 — коэффициент усвоения, определяющий переход данного элемента из составляющих покрытия, флюса или из газа в металл шва (+) или из металла шва в окружающую среду или шлак (—).
— коэффициент усвоения, определяющий переход данного элемента из составляющих покрытия, флюса или из газа в металл шва (+) или из металла шва в окружающую среду или шлак (—).
Величину AR определяют опытным путем. Для примера в табл. 2-8 приведены значения AR при сварке низкоуглеродистой стали низкоуглеродистой проволокой под флюсом АН-348-А (сварка под флюсом) и под флюсом АН-8 (электрошлаковая сварка).
Из приведенных в табл. 2-8 данных и уравнения (2-16) видно, что при заданном химическом составе основного металла состав металла шва можно регулировать главным образом за счет изменения состава сварочной или присадочной проволоки и долей основного и электродного металлов в металле шва. Требуемое легирование металла шва при сварке качественными электродами осуществляется в основном за счет входящих в покрытие ферросплавов. Степень легирования шва может быть при этом настолько велика, что, например, с применением обычной низкоуглеродистой проволоки можно получить высоколегированный наплавленный металл.
Чтобы обеспечить постоянство химического состава металла шва и стабильность качества сварного соединения, необходимо гарантировать постоянство состава и качества сварочных материалов.








