 2020-06-12
2020-06-12 132
132| Обозначение карты эскизов | Карта технологического процесса автоматической сварки под флюсом | Аэробный стабилизатор (обечайка) | ||||||||||
| 1. Одежда специальная защитная Тр. ГОСТ 12.4.103-83 2. Обувь специальная Тр. ГОСТ 12.4.032-77 3. Рукавицы специальные брезентовые Тр. ГОСТ 12.4.010-82 4. Щиток ННП-С-705У1 ГОСТ 12.4.035-78 5. Светофильтр С4,69×121 ГОСТ 21-6-87 | ||||||||||||
| номер | наименование и содержание операции | оборудование наименование | приспособление и инструмент | материал изделия | Шов | сила сварочного тока, А | электрод | время выполнение операции, час | ||||
| участок | операции | длина / катет, мм | положение | код, наименование, марка | диаметр, мм | |||||||
| Инструкция по ТБ |
| |||||||||||
| 2 | 005 | Слесарная |
| 1,50 | ||||||||
| Подготовить детали к сварке | Дробемётная установка | Ст3Г2 |
| 0,40 | ||||||||
| Выполнить разметку | чертилкалинейка |
| 0,30 | |||||||||
Отрезать по размеру
| Ножницы гильотинного типа Н-480 | Ст3Г2 |
| 0,40 | ||||||||
| 3 | 010 | Сборка конструкции |
| 1,40 | ||||||||
1. Уложить на стенд
2 листа (t=8mm,
H=2000mm, l=6000mm)
| Мостовой кран | Ст3Г2 |
| 0,20 | ||||||||
| 2. Прихватить листы в месте стыка (прих-ватки должны нахо-дится на расстояние 100мм друг от друга). | Сварочный полуавтомат ПДГ-500А | металл. щетка | Ст3Г2 | 5 | Н | 180 | Св08Г2С | 1,2 | 0,30 | |||
| 3.Уложить на стенд последующие листы и (t=8mm, H= 2000mm, l=6000mm) прихватить | Сварочный полуавтомат ПДГ-500А | металл. щетка | Ст3Г2 | 6000 | Н | Св08Г2С | 1,2 | 0,50 | ||||
| 4 | 015 | Сварка конструкции |
| |||||||||
| 4. Проварить облицо-вочный шов собранной карты обечайки | Сварочный автомат ТС-16 ВДМ-1202 СА | металл. щетка совок | Ст3Г2 | 6000 | Н | Св08Г2С | 4,0 | 1,30 | ||||
| 5. Протянуть карту на нижний ярус и про- варить обратный шов | Сварочный автомат ТС-16 ВДМ-1202 СА | металл. щетка совок | Ст3Г2 | 6000 | Н | Св08Г2С | 4,0 | 1,30 | ||||
| 5 | 020 | Контроль качества шва | Ультразвуковой дефектоскоп УЗД-150 |
| 2,0 | |||||||
Расчет режима сварки по ФОРМУЛЕ в зависимости от вида сварки Разработал Иванов С. И.
ПРИЛОЖЕНИЕ 7
Изображение швов сварных соединений

ПРИЛОЖЕНИЕ 8
Пример чертежа конструкции
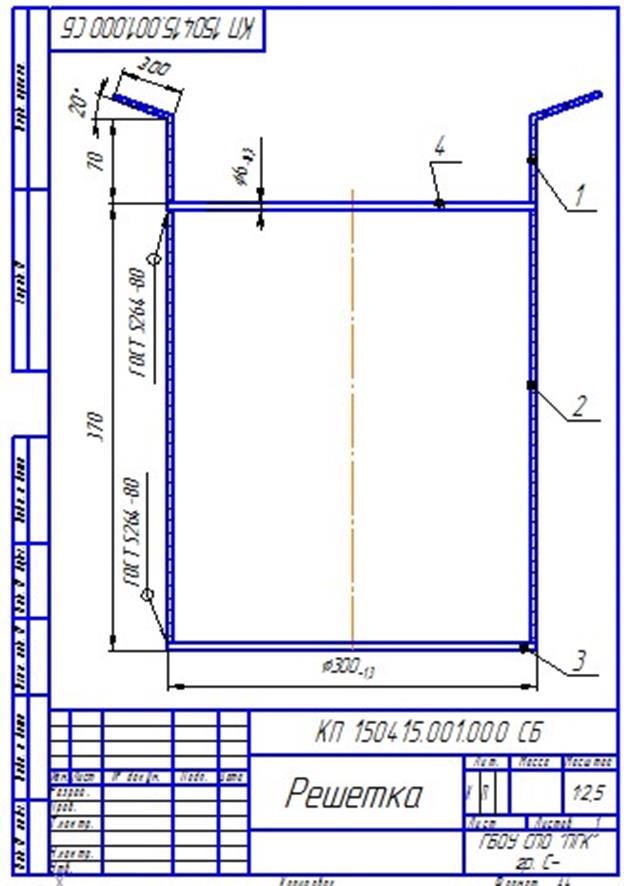
ПРИЛОЖЕНИЕ 8








