 2020-07-12
2020-07-12 253
253
Расчет режимов резания для операции точения.
Исходные данные Деталь
Наименование – крышка.
Материал - сталь ЗОХГСА (212...248 НВ).
Точность обработки поверхности: 15– IТ8.
Параметры шероховатости обработанных поверхностей: 15- Rа = 1,6 мкм.
Заготовка
Заготовка - штамповка (обычной точности - IТ15).
Состояние поверхности - без корки.
Масса 1,07 кг.
Припуск на обработку поверхности: 1,5-1,6 мм.
Станок: полуавтомат СТП-220 АП.
Операция
Содержание операции – точить поверхность 15.
Выбор стадий обработки
По карте 1, лист 3 определяют необходимые стадии обработки. Для получения размеров детали, соответствующих 8-му квалитету, из заготовки 15-го квалитета необходимо вести обработку за три стадии: черновую, получистовую, чистовую и отделочную.

Выбор глубины резания
По карте 2 определяют минимально необходимую глубину резания для получистовой и чистовой стадии обработки.

Выбор инструмента


На станке СТП-220 АП используют резцы с сечением державки 20 х 12 мм. Толщина пластины 3,5 мм.

По приложениям 1, 5 и исходя из условий обработки принимают четырехгранную форму пластины с углом при вершине ε = 90° из твердого сплава ВК8 - для черновой, получистовой стадии обработки.
Принимают четырехгранную форму пластины (параллелограммная) с углом при вершине ε = 60° из твердого сплава ВК8 - для чистовой стадии обработки.
По приложению 6 выбирают способ крепления пластины - клин-прихватом для черновой, пайкой для получистовой стадий обработки и двуплечим прихватом за выемку для чистовой стадии.

По приложению 7 и исходя из условий обработки выбирают углы в плане:

φ = 45°, φ1 = 5° - для обработки поверхности 15.
По приложению 8 определяют остальные геометрические параметры режущей части.


Для черновой и получистовой стадий обработки:
задний угол α = 6°;
передний угол γ = 5°;
форма передней поверхности - плоская с фаской и криволинейная с фаской;
ширина фаски вдоль главного режущего лезвия f=0,5 мм;
радиус скругления режущей кромки ρ = 0,03 мм;
радиус вершины резца rв= 1,0 мм.
Для чистовой стадии обработки:
задний угол α = 8°;
передний угол γ = 5°;
форма передней поверхности - плоская без фаски;
радиус скругления режущей кромки ρ = 0,02 мм;
радиус вершины резца rв = 0,8 мм.
Нормативный период стойкости находим по приложению 13 Т=30 мин.

Выбор подачи
Для черновой стадии обработки подачу выбирают по карте 3.

Для поверхности 15 при точении детали диаметром до 50 мм с глубиной резания t = 2 мм рекомендуется подача Sот= 0,20 мм/об.
По карте 3 определяют поправочные коэффициенты на подачу в
зависимости от инструментального материала КSи =1,1.
Для получистовой стадии обработки значения подач определяют по карте 4 аналогичным образом.

Для поверхности 15 Sот = 0,14 мм/об.


По карте 5 определяют поправочные коэффициенты на подачу для черновой и получистовой стадий обработки для измененных условий обработки в зависимости от:
сечения державки резца  = 0,95;
= 0,95;
прочности режущей части  = 1,0;
= 1,0;
механических свойств обрабатываемого материала  = 0,80;
= 0,80;
схемы установки заготовки  = 0,80;
= 0,80;

состояния поверхности заготовки  = 1,0;
= 1,0;
геометрических параметров резца  = 1,15;
= 1,15;

жесткости станка  = 0,75.
= 0,75.
Окончательно подачу для черновой стадии обработки определяют по формуле
 =
=  ∙
∙  ∙ ∙ ∙ ∙ ∙ ∙ ∙ ;
∙ ∙ ∙ ∙ ∙ ∙ ∙ ;
для поверхности 15
= 0,13 мм/об.
Аналогично рассчитывают подачу для получистовой стадии обработки:
для поверхности 15
= 0,08 мм/об.
Рассчитанные подачи для черновой стадии обработки проверяют по осевой Рх и радиальной Ру составляющим силы резания, допустимым прочностью механизма подач станка.
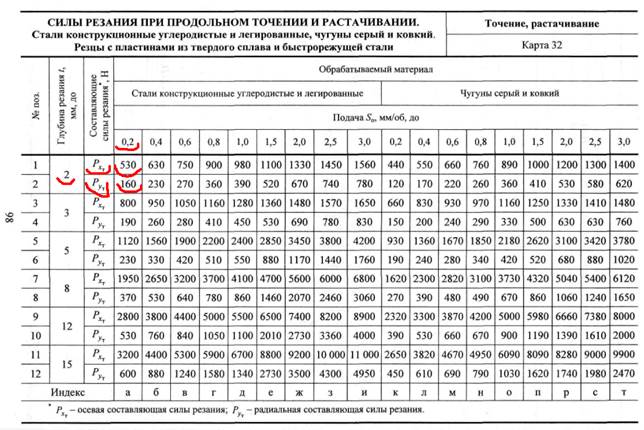
По карте 32 определяют табличные значения составляющих сил резания:
при обработке поверхности 15 с глубиной резания t = 2 мм и подачей = 0,12 мм/об, РХт = 800 Н, РУт = 190 Н.
Рассчитанные подачи для получистовой стадии обработки проверяют по осевой Рх и радиальной Ру составляющим силы резания, допустимым прочностью механизма подач станка.

По карте 32 определяют табличные значения составляющих сил резания:
при обработке поверхности 15 с глубиной резания t = 1,0 мм и подачей = 0,08 мм/об, РХт = 530 Н, РУт = 160 Н.

По карте 33 определяют поправочные коэффициенты на силы резания для измененных условий в зависимости от:
механических свойств обрабатываемого материала КРМx = КРМy = 1,20;
главного угла в плане:

Продолжение карты 33 лист 2

для поверхности 15 КРφx =0,70; КРφy = 2,0;
главного переднего угла КРγx = КРγy = 1,0;
угла наклона режущей кромки КРλx = КРλy = 1,0.
Окончательно составляющие силы резания определяют по формулам
Рx = РxT ∙ КРМx ∙ КРφx ∙ КРγx ∙ КРλx;
Рy = РyT ∙ КРМy ∙ КРφy ∙ КРγy ∙ КРλy;
для поверхности 15.
Для черновой обработки:
Рх =672 Н;
Ру =456 Н.
Для получистовой обработки:
Рх =445 Н;
Ру =384 Н.
Рассчитанные значения составляющих сил резания меньше, чем допускается механизмом подач станка.

Рекомендуемые значения подач для чистовой стадии обработки выбирают по карте 6:
для поверхности 15: S0т = 0,09 мм/об.


По карте 8 определяют поправочные коэффициенты на подачу чистовой стадии
обработки для измененных условий в зависимости от:
механических свойств обрабатываемого материала = 0,8;
схемы установки заготовки = 0,8;
радиуса вершины резца КSr = 0,85;
квалитета размера обрабатываемой детали КSk = 1,0.
Окончательно подачу чистовой стадии обработки определяют:
для поверхности 15
S0 = 0,09 • 0,8 • 0,8 • 0,85 • 1,0 = 0,05 мм/об.








