2020-08-05
2020-08-05 2105
2105ВВЕДЕНИЕ
Основным разделом проектной документации машиностроительного производства является раздел «Технологические решения».
В этом разделе согласно Инструкции СНиП-11-01-95 Госстроя России содержатся:
- данные о производственной программе;
- характеристика и обоснование решений по технологии производства;
- данные о трудоемкости (станкоемкости) изготовления продукции;
- состав и обоснование применяемого оборудования;
- число рабочих мест и их оснащенность;
- характеристика межцеховых и цеховых коммуникаций;
- организация контроля качества продукции;
- организация ремонтного хозяйства;
- данные о количестве и составе выбросов в атмосферу, в водные источники и на землю;
- решения по предотвращению и сокращению вредных выбросов;
- вид, состав и объем отходов, подлежащих утилизации;
- оценка возможных аварийных ситуаций и их предотвращение;
- потребность в основных видах энергетических ресурсов для технологических нужд;
- технологические планировки;
- схемы грузопотоков.
Основными техническими документами в разделе «Технологические решения» являются компоновки производственных площадей, определяющие пространства реализации технологических процессов в промышленных зданиях. Кроме того, в этом разделе подготавливаются данные и задания для разработки всех остальных разделов проектов, например, объемно-планировочные параметры промышленных зданий, параметры инженерных сетей, системы транспорта, управления производством, организации и условий труда работающих.
ОСНОВНЫЕ СВЕДЕНИЯ О МАШИНОСТРОИТЕЛЬНОМ ПРОИЗВОДСТВЕ
Классификация машиностроительных производств
Согласно ГОСТ 14.004-83, в машиностроении различают 3 основные классификационные категории производства:
1. Вид производства, например, литейное, сварочное, механообрабатывающее, сборочное и т.д.;
2. Тип производства: единичное (Е), серийное (С) и массовое (М);
3. Форма организации производства: групповая и поточная.
Тип производства определяется по коэффициенту закрепления операций
КЗО = Q / M
где Q – число операций, выполняемых за месяц;
М – количество рабочих мест, предназначенных для выполнения этих операций.
Значение КЗО может определяться для предприятия, цеха, участка. Согласно стандарту ЕСТПП ГОСТ 3.1108-74, массовому и крупносерийному производству соответствует КЗО ≤ 10, среднесерийному 10 < КЗО ≤ 20, мелкосерийному 20 < КЗО ≤ 40, единичному КЗО > 40. Определение типа производства необходимо для выбора организационных форм производственного процесса.
Фома организации производства, согласно ГОСТ14.312-74, определяется установленным порядком выполнения операций, расположением технологического оборудования, числом изделий и маршрутами их движения. Групповая форма характеризуется: общностью конструктивно-технологических признаков заготовок, запускаемых в производство периодически или со значительными перерывами, единством средств технологического оснащения операций, специализацией рабочих мест. Для поточной формы характерны непрерывность и ритмичность перемещения обрабатываемых изделий с операции на операцию в порядке последовательности их выполнения.
В массовом производстве характерно применение непрерывно-поточных, т.е. однопредметных линий. В серийном производстве применяют:
- переменно-поточные линии, переналаживаемые при переходе на изготовление другой детали с разным (иногда одинаковым) тактом выпуска;
- групповые поточные многопредметные линии, где детали одновременно или последовательно изготавливаются без переналадки (такт выпуска может оставаться одинаковым или изменяться).
Состав и структура машиностроительного предприятия
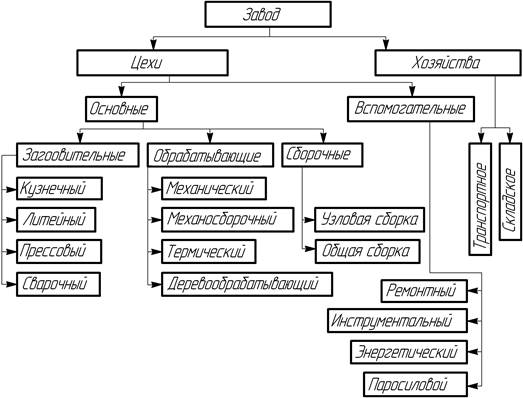
В состав машиностроительного предприятия входят цеха, службы и хозяйства, см. рисунок 1.1.
Цех – это подразделение, обособленное в административно-хозяйственном отношении и выполняющее функции по изготовлению продукции либо функции технического и хозяйственного обслуживания. Соответственно, различают основные цеха, вспомогательные и обслуживающие.
Основной производственный процесс включает три стадии: заготовка, обработка и сборка. Соответственно, основные цеха подразделяются на заготовительные, обрабатывающие и сборочные. К заготовительным цехам относят литейные, кузнечные, прессовые, раскройно-заготовительные (правка и резка металла). К обрабатывающим – цеха, связанные с изменением форм, размеров и физико-механических свойств заготовок для основного производства: механические, металлоконструкций, термические, металлопокрытий (гальванические), окрасочные, деревообрабатывающие. Сборочными являются цеха узловой и общей сборки с испытательными станциями и сварочно-сборочные цеха.
Вспомогательные цеха выполняют функции технического обслуживания основного производства: инструментальные, модельные, ремонтно-механические, электроремонтные, экспериментальные.
Функции хозяйственного обслуживания предприятия реализуют обслуживающие цеха и службы, которые объединяют в хозяйства определённого назначения, например, транспортное хозяйство, складское хозяйство. В состав транспортного хозяйства входит транспортный цех со службами рельсового транспорта (депо мотовозов, вагонов) и безрельсового транспорта (гаражи автомобилей, электро- и автотележек, погрузчиков). Складское хозяйство включает:
- центральные материальные склады (главные магазины);
- склады металла;
- склады твёрдого и жидкого топлива;
- склады красок, масел и смазочных материалов;
- склады химических материалов;
- склады круглого леса и пиломатериалов;
- центральный инструментальный склад (ЦИС);
- склад покупных изделий и полуфабрикатов, получаемых со стороны;
- склад готовой продукции.