 2020-08-05
2020-08-05 222
222Генераторы
Сварочный генератор — это электростанция, сочетающая в себе обычный генератор и сварочный аппарат. В отличие от обычных электростанций, сварочный генератор работает в двух режимах: автономного источника электропитания и сварочного аппарата. Как и обычные, сварочные генераторные установки работают как на дизельном топливе, так и на бензине. Разница между ними та же, что и между обычными генераторами.
Сварочный генератор гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров.
Его использование позволяет проводить ремонтные и монтажные работы любой сложности там, где снабжение электричеством происходит с перебоями или невозможно вообще в силу отсутствия соответствующих линий. Кроме этого, такой аппарат часто незаменим и в быту, например, в качестве автономной системы освещения или для проведения срочной сварки.
Конструктивно устройство сварочной установки представлено генератором тока и приводным топливным двигателем, которые объединены рядом контролирующих и управляющих узлов и систем. К последним относятся:
· реостат для отладки сварочного тока,
· якорь,
· топливная емкость,
· пульт управления,
· коллектор,
· корпус,
· токосъемный механизм,
· капот со шторами и кровлей.
В целом принцип работы сварочного генератора аналогичен действию других подобных установок. Однако у данного аппарата имеется одно главное отличие – наличие такого узла, как якорь, вращаемый посредством двигателя. Благодаря этому он вырабатывает электрическую энергию с постоянными характеристиками, что позволяет обеспечить стабильную и непрерывную сварочную дугу.
Главные эксплуатационные преимущества сварочных генераторов:
- компактность, мобильность;
- высокая надежность, функциональность;
- небольшой уровень шума;
- работа в сложных условиях и в режиме высоких нагрузок;
- удобный, недорогой и независимый источник питания;
- продолжительная эксплуатация в автономном режиме;
- стабильная генерация электротока с определенными параметрами.
Характеристики сварочных генераторов
Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя».
В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком.
Также стоит обратить внимание на следующие показатели:
- тип и стартовая сила тока;
- рабочее и холостое напряжение;
- диаметр электродов;
- продолжительность включения;
- рабочая температура;
- вес, размер, транспортабельность.
Схемы сварочных генераторов
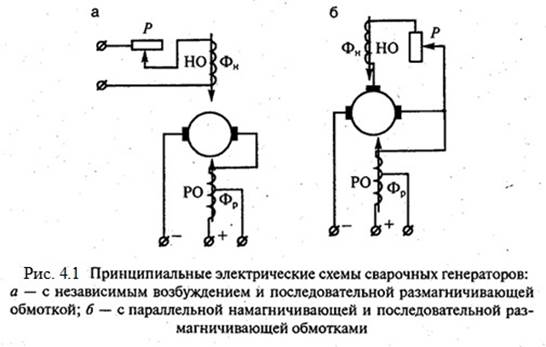
Схемы сварочных генераторов (рис.4.1), определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам:
- универсальная;
- с падающей характеристикой;
- с жесткой или пологопадающей характеристикой.
Сварочные генераторы имеют различную конструкцию.
- Генератор трансформаторный – создает для сварки переменный ток.
- Генератор с выпрямителем. Вырабатывает постоянный сварочный ток. Позволяет получать сварной шов высокого качества, и может быть использован для работы с нержавеющей сталью.
- Генератор, включающий в себя инверторный блок преобразования сварочного тока. Его электронная схема создана на высокочастотных тиристорах или транзисторах. Позволяет точно регулировать параметры сварки. Могут иметь электрическое или ручное пусковое устройство, и режимы аргонодуговой и полуавтоматической сварки.
Принцип действия электрического генератора основан на явлении электромагнитной индукции. Электромагнитной индукцией называют явление возникновения электродвижущей силы (э.д.с.) в проводнике при перемещении его в магнитном поле, пересекающем этот проводник. Значение возникающей э.д.с. зависит от скорости движения проводника, величины магнитного потока и длины проводника (число витков катушки).
Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллектором. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные силовые линии полюсов генератора, и в ее витках возникает переменный ток, который с помощью коллектора преобразуется в постоянный. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к выходным зажимам. К этим зажимам присоединяют сварочные провода, идущие к электроду и изделию.
В сварочном генераторе э.д.с. наводится магнитными потоками, образующимися в самом генераторе:
Ег=СхФг,
где С — постоянная генератора (зависит от конструкции); ФГ — суммарный магнитный поток.
Все генераторы имеют намагничивающие обмотки возбуждения WH, питающиеся от независимого источника либо от самого генератора. В первом случае генераторы — с независимым возбуждением, во втором — с самовозбуждением. Намагничивающие обмотки имеют большое число витков (200-500), их выполняют из тонкого провода (диаметром 1,5-2,5 мм) и располагают на отдельных башмаках корпуса генератора. Намагничивающий ток 1н в этих обмотках невелик (2-20 А) и регулируется сопротивлением R.
При протекании намагничивающего тока в обмотке WH в генераторе наводится намагничивающий магнитный поток
В генераторах имеется и последовательная обмотка возбуждения с малым числом витков (3-5). По этой обмотке, включенной последовательно с дугой, протекает ток, равный силе тока дуги. Магнитный поток, наводимый намагничивающей силой последовательной обмотки, возникает только при нагрузке генератора (при сварке). В зависимости от способа включения последовательной обмотки магнитный поток от нее направлен встречно или согласно с намагничивающим потоком Фн.
При работе генератора его э. д.с. будет зависеть от суммарного потока
Фн±Фп
где Фп — магнитный поток последовательной обмотки.
За счет этого можно получить падающие или возрастающие внешние характеристики генераторов. Последовательная обмотка секционирована, включают либо все ее витки, либо половину. Этим можно ступенчато регулировать сварочные режимы на два диапазона. В пределах диапазонов режимы регулируют плавно путем изменения силы тока в намагничивающей обмотке возбуждения.
Сварочные генераторы выполняют по различным электрическим схемам (рис. 4.2). Они могут быть с падающей внешней характеристикой (генераторы ГСО в преобразователях типа ПСО-300, ПСО-500 и др.), с жесткой или пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по схемам:
*с независимым возбуждением и размагничивающей последовательной обмоткой;
* самовозбуждением и размагничивающей последовательной обмоткой. В первом случае генератор имеет обмотку независимого возбуждения WK, питаемую от отдельного источника питания постоянного тока, и последовательную размагничивающую обмотку Wp, включенную в сварочную цепь последовательно с обмоткой якоря. Сила тока в цепи независимого возбуждения регулируется реостатом R. Магнитный поток ФН создаваемый обмоткой Wh противоположен по своему направлению магнитному потоку ФР, создаваемому обмоткой Wp.
Результирующий поток предоставляет разность потоков
Фрез=Фн — Фр.
С увеличением силы тока в сварочной цепи будет увеличиваться поток ФР, а поток ФН остается неизменным. При этом Фрез, Ег и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора (рис. 4.3).


Рис. 4.2. Схемы сварочных генераторов: а — с независимым возбуждением и последовательной размагничивающей обмоткой; б — с самовозбуждением и последовательной размагнивающей обмоткой

Рис. 4.3. Внешние характеристики генераторов с последовательной размагничивающей обмоткой








