 2020-09-24
2020-09-24 221
221Используются три вида диаграмм: точечные диаграммы, диаграммы групповых средних и точностные диаграммы хода технологического процесса.
Точечные диаграммы
По горизонтальной оси откладываются номера деталей, последовательно обрабатываемых на станке, по вертикали - получаемые размеры (рисунок 27). Диапазон колебаний размеров показывает степень влияния случайных факторов, а тенденция к изменению размеров говорит о наличии закономерно изменяющегося фактора.
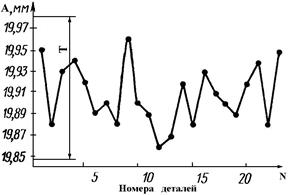
Рисунок 27 – Точечная диаграмма
Определяя размах варьирования R=Аmax-Аmin, путём сопоставления с заданным допуском Т судят о стабильности хода технологического процесса.
Диаграммы групповых средних
Строится в тех же координатах, только по оси абсцисс откладываются номера групп обрабатываемых деталей, а по оси ординат - средние размеры заготовок, входящих в группу (рисунок 28):
 ,
,
где m –число заготовок, входящих в группу (4 и более заготовок).
Например, Аср.1 = (А1+А2+ А3+А4) /4, Аср.2 = (А5+А6+А7+А8)/4.

Рисунок 28 – Точностная диаграмма групповых средних
На этой диаграмме колебания случайных погрешностей резко уменьшаются за счёт осреднения, зато влияние закономерно изменяющихся погрешностей проявляется более наглядно и объективно.
По данной диаграмме можно определить тенденцию изменения размеров во времени под влиянием такого закономерно-изменяющегося фактора, как износ режущего инструмента.








