 2014-02-02
2014-02-02 342
342| Работа | Рабочий центр (сверление) | Рабочий центр (токарная обработка) |
| А | ||
| В | б | |
| С | ||
| D | ||
| Е |
1. Мы желаем найти последовательность запуска, которая минимизирует общее время процесса обработки пяти работ. Работа с наикратчайшим временем процесса выполнения есть А в рабочем центре 2 (время выполнения два часа).
Поскольку это второй центр, работа А должна попасть в расписание последней. Исключим ее из дальнейшего рассмотрения.
| А |
2. Работа В – следующая с наикратчайшим временем. Поскольку оно приходится на первый рабочий центр, записываем ее в списке первой и исключаем из
дальнейшего рассмотрения.
| В | А |
3. Следующее наикратчайшее время принадлежит работе С и достигается оно на втором станке. Она расписывается так поздно, как это возможно, т. е. второй от конца.
| В | С | А |
4. Наблюдается равенство (семь часов) наикратчайших времен работ среди оставшихся. Мы должны разместить Е, демонстрирующую минимум в первом рабочем центре первой. Затем D на последней свободной позиции последовательности.
| В | Е | D | С | А |
Временная последовательность следующая:
| Рабочий центр 1 | ||||||
| Рабочий центр 2 |
Временная фазовая характеристика потока для установленной последовательности иллюстрируется следующим графиком.
  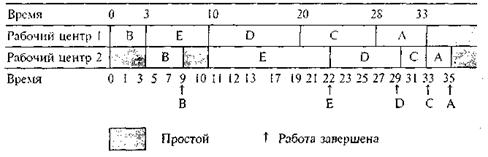
|
Таким образом, пять работ завершены за 35 часов. Второй рабочий центр будет ожидать первую работу в течение трех часов, и он также будет простаивать один час после завершения работы В.
Расписание N работ на три станка (машины). Хотя оптимальное расписание N работ по трем машинам является чрезвычайно сложным, но если одно из двух или оба следующих условия выполнены, то решение возможно по правилу Джонсона.
1. Наименьшая продолжительность, выполняемая на машине 1, является такой большой, как наибольшая продолжительность, выполняемая на машине 2.
  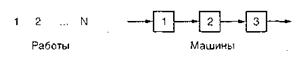
|
2. Наименьшая продолжительность выполнения работы на машине 3 по крайней мере так велика, как наиболее продолжительное выполнение работы на машине 2.
Проиллюстрируем это следующим примером.








