 2014-02-02
2014-02-02 665
665Рис. 12.8. Последовательность обработки партий предметов на МПЛ
Обычно последовательность обработки предметов на линии сохраняется, но не всегда. При сохраняющейся последовательности обработки интерес представляет такая организация последовательности обработки партий, которая характеризуется одинаковыми ритмами запуска партий предметов различных наименований. На рис. 12.8 в этом случае:
 = =  = = , ,
|
 = =  = = , ,
|
 = =  = = . .
|
Поскольку Т = const,
 = =  = = . .
|
На МПЛ выпуск предметов происходит по частному ритму, который меньше всего среднерасчетного ритма выпуска изделий.
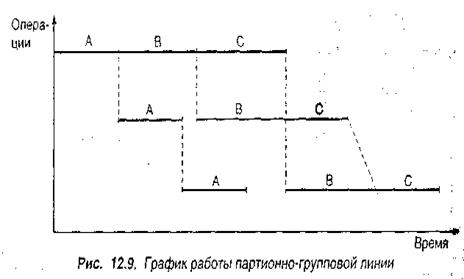
Партионно-групповые линии. Это линии, на которых обработка предметов производится партиями, последовательно чередующимися и сменяющимися по операциям в различные периоды времени. В каждый момент времени на различных операциях такой линии могут обрабатываться детали различных наименований (рис. 12.9).
Обработка партий предметов происходит непрерывно. Пере-дачу предметов с операции на операцию можно осуществлять партиями различных размеров (от одной штуки до n). Из рассмотрения видно, что партионно-групповые МПЛ могут рассматриваться как предметно-замкнутые участки с одинаковыми или сходными технологическими маршрутами обрабатываемых партий деталей.
Заканчивая параграф, в котором рассматриваются организационные структуры массового производства с постоянным ритмом, отметим, что все поточные линии можно разделить на четыре разновидности: ОНПЛ, ОППЛ, МНПЛ и МППЛ.
|
В массовом производстве необходимо обеспечить непрерывность выпуска продукции рабочими местами, участками, цехами и заводом в целом. Бесперебойность и согласованность работы всех звеньев производства, работающих в выталкивающем режиме, требует наличия детализированных и точных оперативных планов работы.
Массовое производство базируется на поточных методах, поэтому ОКП рассматривается применительно к поточному производству.
КПН поточного производства. Состав КПН зависит от вида поточных линий. Для ОНПЛ основными КПН являются:
q среднерасчетный ритм запуска – выпуска одной штуки (r);
q внутрилинейные заделы (на рабочих местах, транспортные, резервные заделы).
Для ОППЛ основными КПН являются: r, оборотные заделы; период оборота линии (ТОБ).
Для МПЛ дополнительно рассчитываются следующие КПН:
q частные ритмы запуска – выпуска партии деталей ( );
);
q ритмы и размеры запуска – выпуска партии деталей ( и
и  ).
).
Общими и основными КПН для всех видов поточных линий являются ритмы запуска – выпуска деталей и нормативы заделов.
Заделы в поточном производстве могут быть внутрилинейные (на рабочих местах или технологические заделы, оборотные, транспортные, резервные / страховые) и межлинейные (складские), которые определяются для системы поточных линий и включают оборотные, транспортные и резервные заделы.
Месячные оперативные программы для цехов. В массовом производстве с постоянным ритмом номенклатура деталей невелика и устойчива в течение длительного периода времени, поэтому ПУЕ для заготовительных и обрабатывающих цехов являются детали отдельных наименований, а для сборочных цехов – изделия. На поточных линиях выпускаемое количество деталей в день определяется отношением общего числа деталей, подлежащих выпуску, к количеству рабочих дней в плановом периоде. Обычно в массовом производстве составляются квартальные программы с разбивкой выпуска по месяцам. Составление квартальных (месячных) программ ведется по цехам в последовательности, обратной ходу технологического процесса, т. е. сначала составляется программа сборочного цеха, затем обрабатывающих цехов и, наконец, заготовительных. Расчет программы выглядит так:
 , ,
|
где  – выпуск деталей на сторону в i -м цехе;
– выпуск деталей на сторону в i -м цехе;
 – отклонение фактической величины складских заделов от нормативной;
– отклонение фактической величины складских заделов от нормативной;
 – запускаемое число деталей в i -м цехе;
– запускаемое число деталей в i -м цехе;
 – количество деталей, выпускаемых из i-го цеха;
– количество деталей, выпускаемых из i-го цеха;
 – отклонение фактической величины внутрицеховых заделов от ее нормативного значения;
– отклонение фактической величины внутрицеховых заделов от ее нормативного значения;
 – коэффициент брака.
– коэффициент брака.
В квартальных программах принято также указывать выпуск в денежном выражении. В случае отклонений величин нормативных заделов и квартальные программы вводятся поправки в соответствии с вышеуказанными формулами.
Месячная программа может быть составлена в виде плана-графика с указанием количества выпускаемых деталей по дням месяца. Такие планы-графики для отдельных поточных линий могут составляться в пооперационном разрезе.
Учет выполнения месячных и внутримесячных программ ведется непосредственно в самих планах на основании документов об отгрузке продукции из цеха. Его можно вести также с помощью линейных графиков, показывающих, на какое количество изделий в тот или иной момент времени цех обеспечил выпуск деталей.
Месячная (квартальная) программа цеха является также заданием для участков, поскольку каждый участок в массовом производстве специализирован по предметному принципу и выпускает заготовки и готовые изделия. Для ОППЛ и ОНПЛ составляются стандарт-планы их работы. Для более четкого выполнения стандарт-плана работы поточной линии составляется сменное задание в почасовом разрезе, так называемый часовой график. В нем – номера операций, фамилии исполнителей и часовая сетка на смену. В конце каждого часа проставляются плановое число и фактически выполненное за этот час число деталей.








