 2014-02-03
2014-02-03 667
667Общепринятые обозначения
SAW – Submerged Arc Welding – сварка погруженной дугой
Дуговая сварка под флюсом может выполняться автоматами и полуавтоматами, однако последние используются редко.
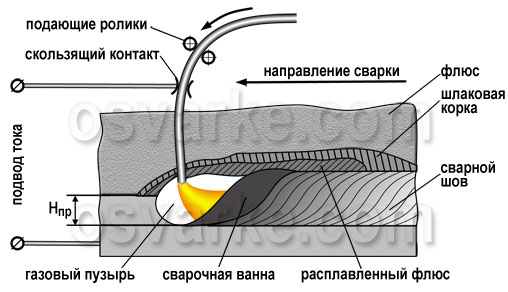
Рисунок. Схема дуговой сварки под флюсом
Проволока подается в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом. Плотный слой флюса, высыпаемый из бункера во время движения сварочного автомата, обеспечивает эффективную защиту расплавленного металла сварочной ванны от взаимодействия с воздухом. Дуга горит в газовом пузыре, который образуется парами и газами флюса и расплавленного металла. В результате металлургического взаимодействия шлака и расплавленного металла и кристаллизации металла сварочной ванны формируется шов с необходимым химическим составом и механическими свойствами. На поверхности шва располагается легко отделяемая шлаковая корка из затвердевшего флюса. Не израсходованный флюс собирается во флюсоаппарат для дальнейшего применения при сварке.
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.

Рисунок. Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.








