 2014-02-17
2014-02-17 972
972При контактной точечной сварке заготовки свариваются в отдельных точках поверхности взаимного соприкосновения. Для точечной сварки заготовки собирают внахлёстку и зажимают силой Р между двумя электродами, подводящими разогревающий ток к месту сварки (рис. 5.20). Соприкасающиеся с хорошо проводящими ток медными электродами зоны поверхностей свариваемых заготовок нагреваются медленнее соответствующих зон внутреннего соприкосновения заготовок друг с другом, имеющих большее сопротивление. Нагрев продолжают до расплавления зон внутреннего контакта, через которые проходит ток, после чего ток выключают, увеличивают силу сжатия Р и после короткой выдержки производят разгрузку. В результате образуется литая сварная точка.
Рис. 5.20. Контактная точечная сварка: а – двусторонняя; б – односторонняя: 1 – верхняя заготовка; 2 – нижняя заготовка; 3 – электрод; 4 – медная подкладка |
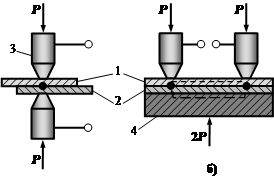
 В зависимости от расположения электродов точечная сварка может быть двусторонней и односторонней.
В зависимости от расположения электродов точечная сварка может быть двусторонней и односторонней.
При двусторонней точечной сварке (рис. 5.20- а) две (или больше) заготовки 1 и 2 сжимают между медными электродами 3 точечной машины.
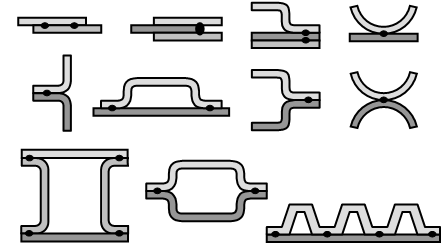
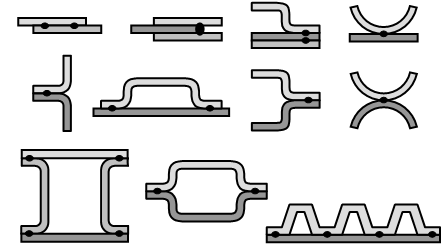 Рис. 5.21. Типы соединений, получаемых контактной точечной сваркой Рис. 5.21. Типы соединений, получаемых контактной точечной сваркой |
При односторонней точечной сварке (рис. 5.20- б) ток распределяется между верхней 1 и нижней 2 заготовками, причём нагрев осуществляется частью тока, протекающей через нижнюю заготовку 2. Для увеличения этой части тока предусмотрена хорошо проводящая электричество медная прокладка 4. Односторонней сваркой можно соединять заготовки одновременно в двух и более точках, но число заготовок не может быть больше двух. В массовом производстве, например, в автомобильной промышленности, для односторонней сварки используют многоточечные машины, которые могут иметь до 100 пар электродов и одновременно сваривать 200 точек.
Точечная сварка обеспечивает большую прочность соединения и применяется для изготовления листовых или стержневых изделий, а также штампосварных и несущих конструкций, примеры которых показаны на рис. 5.21 (следует иметь в виду, что все показанные на этом рисунке элементы могут представлять собой соединение разных типов заготовок: например, левое верхнее соединение может представлять собой не только два уложенных друг на друга листа, но и пруток или проволоку, приваренную к листу, а также два прутка, соединённых друг с другом; элементы центрального нижнего соединения могут быть образованы изогнутыми прутками или листами, но могут быть и двумя цилиндрическими заготовками, полученными листовой вытяжкой, или, скажем, нижняя заготовка представляет собой листовую чашу, а верхняя – приваренную к ней проволочную ручку). Точечная и рассматриваемая далее шовная сварки являются наиболее используемыми при производстве тонколистовых конструкций с помощью нахлёсточных соединений.








