 2014-02-17
2014-02-17 923
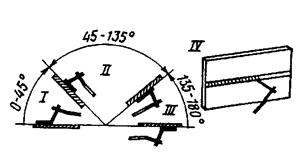
923Рис. 4.2.Положение швов в пространстве
Рис. 4.1. Виды швов.
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы в нахлесточном соединении; г – угловые швы в тавровом соединении; д – прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2 – лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 - прерывистые или шпоночные швы
удобна, легко поддается механизации, дает лучшее качество шва, поэтому при проектировании следует рассматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо
поддаются механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые (рис.4.3).
Стыковыми называются соединения, в которых элементы соединяются торцами и один элемент является продолжением другого. Такие соединения наиболее рациональны, так как имеет наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля.
 |
Стыковые соединения листового металла выполняют прямым или косым швом.
1 – нижнее; 11 – вертикальное; 111 – потолочное; 1У – горизонтальное на вертикальной поверхности
Соединения внахлестку называют такие, в которых свариваемые элементы, частично находят друг на друга (рис.4.3, б). Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыми называются соединения, в которых свариваемые элементы расположены под углом (рис.4.3, г).
Тавровые соединения отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис.4.3, д).
Во всех видах сварных соединений применяются угловые швы (валиковые). Только стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т.е. минимального числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы, представляющие собой углубления (канавки) в металле, идущими вдоль границы шва;
б) непровары - отсутствие оплавления между металлом шва и основным металлом. При этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые включения;
в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на поверхность шва до затвердения металла шва;
г) поры – области, заполненные газом, выделяющимся в процессе сварки;








