 2014-02-09
2014-02-09 618
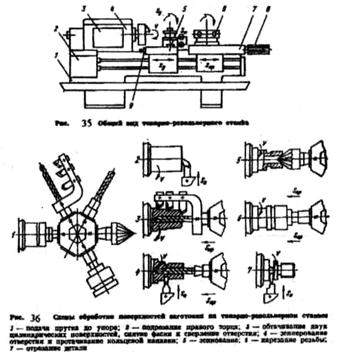
618Для сложных деталей требуется большое число инструментов. Для сокращения потерь времени необходимо устройство, позволяющее закрепить большое число инструментов. Таким устройством является револьверная головка.
По конструкции револьверной головки различают станки с многогранной револьверной головкой, вращающейся относительно вертикальной оси, станки с круглой головкой, вращающейся относительно горизонтальной оси, станки с наклонной осью револьверной головки.
Станки с многогранной головкой имеют один или два поперечных суппорта. Все инструменты, работающие с продольной подачей закрепляются в револьверной головке (проходные и расточные резцы, сверла, зенкеры, метчики, развертки и т.д.), все работающие с поперечной подачей (отрезные, подрезные, фасонные, галтельные, прорезные и др.) в резцедержателе поперечного суппорта. Рис.36
Станки с круглой головкой поперечных суппортов не имеют. Поперечная подача заменяется вращением головки.
На станках изготавливают штуцера, фланцы, кольца, гайки, болты и т.д. Обтачивают наружные цилиндрические поверхности, подрезают торцы, сверлят, зенкеруют, растачивают, обтачивают фасонные поверхности, протачивают канавки, фаски, галтели, накатывают рифления, нарезают резьбу - метчиками и плашками
 |
Обработка на многорезцовых токарных полуавтоматах.
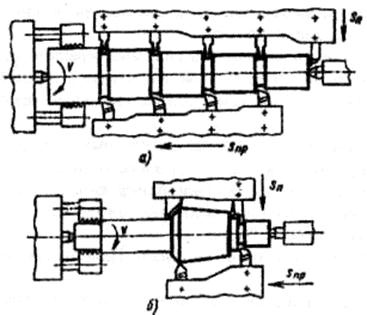 Обрабатывают заготовки типа ступенчатых валов.
Обрабатывают заготовки типа ступенчатых валов.
Имеется два суппорта - нижний и верхний. Нижний имеет только продольную подачу, верхний - поперечную На нижнем проходные резцы, на верхнем - подрезные, прорезные, фасонные, галтельные, для фасок. При наладке резцы устанавливают так, чтобы одновременно обрабатывалось несколько поверхностей. На многорезцовых полуавтоматах обтачивают только наружные поверхности заготовок: цилиндрические, конические, фасонные, плоские торцовые, кольцевые канавки, галтели, фаски.








