 2014-02-24
2014-02-24 4115
4115Деформационное старение».
Тема № 7. «Дефекты деформированной стали.
Классификация дефектов деформированной стали. Неметаллические включения: оксиды, сульфиды, нитриды и т.д. Причины их возникновения, их влияние на структуру и свойства деформированного металла. Характерные отличия неметаллических включений. Макродефекты: трещины, расслоения, ликвация и др. Обезуглероженный слой в деформированной стали. Видмандштеттовая структура, пережог – причины их образования и возможность исправления дефектов. Деформационное старение. Процессы, происходящие при деформационном старении.
Дефекты деформированной стали можно классифицировать следующим образом:
1. Неправильность профиля и общей формы.
2. Поверхностные дефекты.
3. Внутренние дефекты.
4. Несоответствие по механическим свойствам.
5. Дефекты микроструктуры.
6. Несоответствие различным специальным требованиям.
В настоящей главе рассмотрены поверхностные, внутренние дефекты и дефекты микроструктуры. Причиной появления многих дефектов служит несоблюдение технических условий горячей и холодной деформации стали.
Дефекты слитка могут проявляться в деформированной стали, изменяя свой вид в результате обработки давлением. Общим признаком дефектов сталеплавильного происхождения является ликвация, в частности фосфора и серы. Дефекты прокатного производства, как правило, не связаны со структурными изменениями, хотя иногда наблюдается частичное обезуглероживание с плавным переходом к основной структуре. Морфологические признаки у дефектов сталеплавильного и прокатного происхождения могут быть сходными, так как все дефекты вытянуты в направлении деформации и часто имеют одинаковую форму в поперечном сечении. Возникновение дефектов прокатного происхождения не зависит от технологии сталеплавильного производства и марки стали, а связано главным образом с нарушением режимов нагрева и деформации.
Некоторые дефекты деформированной стали являются общими для различных заготовок и изделий независимо от способа деформации (рис. 4.33).
Поверхностные дефекты. На поверхности заготовок, листов, проволоки, труб, профилей, штампованных изделий наблюдаются различные трещины (рис. 4.33, а): продольные, поперечные, извилистые, прерывистые и непрерывные. Причинами их образования служат раскатанные поры или подкорковые пузыри, большие остаточные напряжения в слитке или заготовке, напряжения, вызванные очень быстрым нагревом и охлаждением, а также неравномерностью деформации. Форма трещин определяется их происхождением, а также способом деформации. Например, в листах и полосах они продольные или извилистые, в трубах — расположены в продольном направлении или по спирали.
Плены, вздутия, мелкие раковины на поверхности стальных изделий получаются из-за внутренних дефектов литой стали, в частности из-за газовых пузырей, неметаллических включений. Эти дефекты носят локальный характер, но могут располагаться по всей поверхности. Закаты представляют собой смещения или завороты стали (рис. 4.33, б). Они могут появляться при закатывании усов, возникающих в случае переполнения предыдущего калибра или облоя на слитке.
К поверхностным дефектам стали относятся язвины, формирующиеся при неравномерном травлении поверхности стали (рис. 4.33, в), а также темные и светлые пятна и полосы. Анализ темных пятен показал, что вдоль направления деформации раскатана посторонняя фаза, выступающая над поверхностью стали (рис. 4.33, г). Это частицы разрушенной футеровки нагревательных печей, вкатанные при прокатке в сталь. Появление светлых полос на поверхности стали обусловлено вскрытием сотовых пузырей при нагреве слитков перед деформацией и окислением их поверхности.
При нарушении технологии шлифовки деформирующего инструмента возможно появление участков с рифленой поверхностью, сопровождающееся образованием трещин и даже сквозных разрывов (рис. 4.33, д).
Деформированная сталь может иметь специфические дефекты, характерные для данного вида изделий. Например, рваная кромка на полосе (рис. 4.33, е) формируется при разрывах по кромкам из-за нарушения технологии прокатки или в результате потери пластичности стали в местах скопления оплавившихся в процессе деформации сульфидных включений.
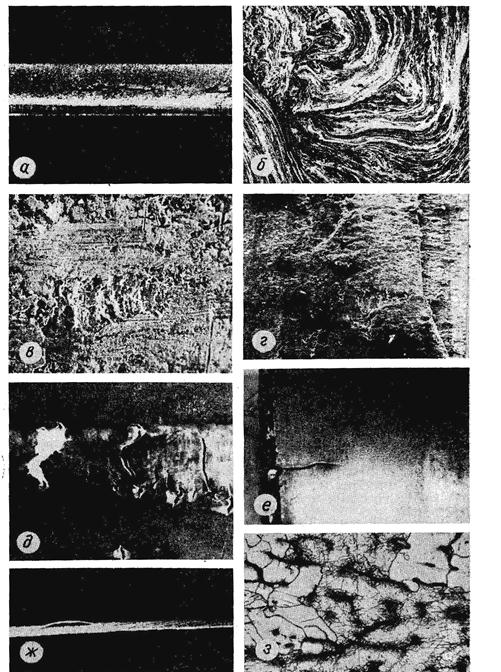
Рисунок – Дефекты деформированной стали
К специфическим поверхностным дефектам штампованных изделий относятся складкообразование и заковы. Складкообразование представляет собой трещины, проходящие в местах перемены сечения и по внутренней поверхности кольцеобразных выступов. Оно может быть вызвано встречным движением стали в штампе, несовпадением форм исходной заготовки и полости штампа. Заковы — это складки, образующиеся на особо опасных местах изделий и направленные по контуру штамповки. При холодной штамповке деталей простой и особенно сложной конфигурации из листового проката часто возникают разрывы. Им способствуют такие дефекты структуры холоднокатаной листовой стали, как неметаллические включения, разнозернистость, наличие крупных частиц цементита, неоднородность химического состава, а также наличие поверхностных или внутренних дефектов листов.
Внутренние дефекты. К распространенным внутренним дефектам деформированной стали относятся расслоение, флокены, трещины. Расслоение представляет собой грубое нарушение сплошности (рис. 4.33, ж). Причинами расслоений могут быть дефекты сталеплавильного происхождения — остатки усадочной раковины, газовые пузыри, неметаллические включения.
Флокены — это разрывы круглой или эллиптической формы с блестящей поверхностью разрушения. Они формируются вследствие скопления в микрообластях водорода.
В центральной области стальных изделий могут образоваться многочисленные тонкие трещины по границам первичных зерен, вызванные неравномерным прогревом, наличием ликвации легкоплавких элементов или карбидной ликвации. При деформации слитков сложнолегированных и высокоуглеродистых сталей, имеющих внутренние термические трещины, последние в процессе прокатки не завариваются, а наоборот, раскрываются, образуя полости, которые называют «скворечниками».
В случае недостаточной пластичности стали и неблагоприятных температурно-скоростных условий при косой прокатке в центральной части трубной заготовки возникают напряжения, приводящие к так называемому «центральному» разрушению. Трещины появляются в местах структурной неоднородности (рис. 4.33, з). Для предотвращения центрального разрушения при прокатке труб необходимо строго соблюдать температурно-скоростные условия деформации и определенный угол подачи. Это позволит получить равномерную субзеренную структуру стали.
В деформированных сталях иногда обнаруживают термические трещины, которые образуются под действием напряжений, возникающих при быстром и неравномерном нагреве и резком или неравномерном охлаждении стали после деформации. При увеличении скорости охлаждения проката создается большая разность температур в центре и на поверхности изделия, что приводит к развитию значительных термических напряжений. В начале охлаждения поверхностные слои испытывают напряжения растяжения, а внутренние — сжатия. При дальнейшем охлаждении уменьшение объема средней части изделия сдерживается более остывшими наружными слоями. Поэтому первыми возникают наружные дефекты, а затем — внутренние. Особенно часто термические трещины образуются в высокоуглеродистых и высоколегированных труднодеформируемых сталях. Структурные напряжения появляются в результате неодновременных структурных и фазовых превращений, обусловленных разностью температур по длине и сечению прокатанного изделия.
Если напряжения при пластической деформации, а также термические и структурные напряжения совпадут по знаку, то суммарное напряжение может достичь значительной величины. В пластичной стали оно релаксирует путем микросдвигов, в малопластичной — при образовании трещин. Чем выше скорость охлаждения, тем больше вероятность появления трещин. В местах интенсивного охлаждения чаще всего формируются мелкие продольные трещины. Склонность к трещинообразованию возрастает в грубозернистой стали.
Дефекты микроструктуры деформированных и отожженных изделий могут образоваться при всех способах деформации. Поверхностное обезуглероживание происходит в результате взаимодействия углерода, содержащегося в стали, с кислородом или водородом окружающей среды. Обезуглероживание может быть следствием слишком длительной выдержки стали при высоких температурах, попадания в печь обезуглероживающей газовой атмосферы, наличия окалины на поверхности. Этот вид дефектов обнаруживается микроструктурно и химическим анализом (рис. 4.34). В низкоуглеродистой стали с ферритной структурой в поверхностном слое при обезуглероживании растут зерна (рис. 4.34, а), в сталях с более высоким содержанием углерода возникает ряд переходных структур (рис. 4.34, б), что приводит к уменьшению прочности, твердости металла, снижает его сопротивление деформации и износу. В некоторых случаях поверхностное обезуглероживание полезно. Например, низкоуглеродистую холоднокатаную листовую сталь отжигают во влажном водороде для улучшения штампуемости, трансформаторную — в водороде или вакууме для повышения магнитных свойств.
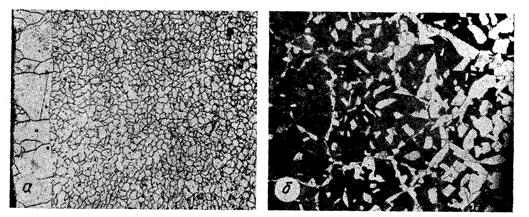
Рисунок – Поверхностный обезуглероженный слой в листах из сталей 08кп и 65
Очень распространенным дефектом является полосчатая, или строчечная, структура деформированной стали. Существует несколько причин возникновения этого дефекта (рис. 4.35). При наличии в литой стали внутрикристаллической ликвации осевые участки дендритов содержат меньше углерода, кремния, фосфора, серы и других элементов по сравнению с междендритными участками. В процессе горячей прокатки дендриты аустенита, ранее располагавшиеся хаотически или перпендикулярно к поверхности слитка, постепенно изменяют свою ориентацию и переориентируются своими главными осями параллельно направлению прокатки. Структура стали становится волокнистой. При охлаждении доэвтектоидной стали после горячей прокатки в интервале температур АГ3 — АГ1 происходит полиморфное превращение аустенита в феррит. Поскольку аустенит был неоднороден по химическому составу, феррит появляется ранее в участках, обедненных углеродом, затем в участках аустенита, обогащенных углеродом, в результате эвтектоидного превращения образуется перлит. Структура стали после эвтектоидного превращения имеет резко выраженную полосчатость (рис. 4.35, а).
Полосчатость горячекатаной стали может быть обусловлена окончанием прокатки в межкритическом интервале температур. Если доэвтектоидную сталь прокатать в интервале температур АГз — АГ1, т. е. в двухфазном состоянии, в момент окончания деформации зерна аустенита и феррита будут вытянутыми. При охлаждении стали до температуры Аг1 часть аустенита превращается в феррит, а после прохождения через точку Аг1 оставшийся аустенит распадается на перлит. При этом вместо вытянутых зерен аустенита образуются феррит и перлит. Зерна избыточного феррита остаются вытянутыми. Полосчатая структура в доэвтектоидной стали может возникнуть из-за неметаллических включений, служащих центрами зарождения избыточного феррита (4.35, б).
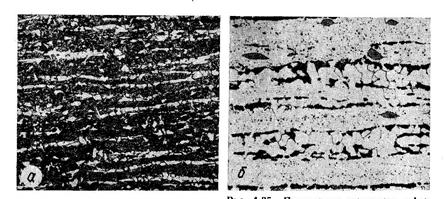

Рисунок – Полосчатые структуры деформированной стали (х100)
Полосчатость доэвтектоидной стали уменьшается в результате длительного гомогенизирующего отжига при температуре 1250— 1300 °С, во время которого можно частично устранить ликвацию.
При горячей прокатке заэвтектоидной стали и легированных сталей карбидного и ледебуритного класса в интервале температур Аст — Аг1 в процессе холодной прокатки может возникнуть карбидная полосчатость как результат дробления вторичного или эвтектоидного цементита и расположения его в строчки в направлении прокатки (рис. 4.35, в). Полосчатость такого типа называется карбидной неоднородностью. Основная причина ее образования — неравномерное распределение первичных и вторичных карбидов. Карбидная строчечность может быть уменьшена в результате специального гомогенизирующего отжига при 1100—1300 °С, а также в процессе нагрева стали для горячей деформации. Карбидная неоднородность значительно ухудшает прочность и вязкость стали.
В холоднокатаной стали также образуется волокнистая структура, что вызвано ориентировкой ферритных и перлитных зерен в направлении деформации. Сталь с полосчатой структурой обладает анизотропией механических свойств, причем поперек прокатки они значительно хуже, чем вдоль. На рис. 4.36 показано изменение значений ударной вязкости ан и относительного удлинения 5 в зависимости от угла наклона оси образца по отношению к направлению прокатки θП. Для оценки качества стали испытываются поперечные образцы.
Структурный дефект — цементитная сетка образуется в заэвтектоидной стали при формировании вторичного цементита или карбида в виде грубых выделений на границах аустенитных зерен. Чем выше в стали содержание углерода и медленнее охлаждение, тем грубее цементитная сетка. Возникает этот дефект в случае окончания горячей деформации стали при температуре выше Аст и слишком медленном охлаждении. Для предупреждения появления цементитной сетки следует строго соблюдать температуру конца деформации и, если сталь деформирована при температурах выше Аст, быстро охлаждать ее после деформации. Устранить этот дефект можно путем повторного нагрева до температуры выше Аст и ускоренного охлаждения.
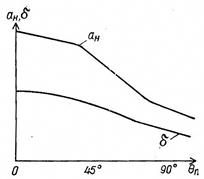
Рисунок – Изменение механических свойств в зависимости от угла наклона образца по отношению к направлению прокатки.
Дефектом структуры деформированной стали является разнозерни-стость. Под ней понимают присутствие в структуре стали зерен разных размеров, что приводит к неоднородности свойств. Следует различать Разнозернистость, связанную с ликвационными явлениями, т. е. с неоднородным распределением примесей, карбидных и карбонитридных включений, задерживающих рост зерен при горячей деформации или отжиге, и обусловленную наследованием неоднородности литого состояния, неравномерностью распределения температуры и деформации по толщине заготовки. В местах с очень мелкими зернами микротвердость стали повышается. Зоны с мелкозернистой структурой вытягиваются в направлении деформации.
Разнозернистость деформационного происхождения зависит от темпёратурно-скоростного режима деформации, величина зерен в стали и степень их размерной однородности определяются температурами нагрева стали перед деформацией и окончания деформации, а также степенью деформации (суммарной и в последней клети, если прокатка осуществляется в несколько проходов).
Пластическая деформация всех видов неравномерна по сечению и вдоль оси деформируемого изделия. В очаге деформации возникают зоны, в которых степени деформации колеблются в довольно широком интервале и могут быть ниже критических, критическими и выше критических. Такая неоднородность деформации стимулирует рост зерен в процессе динамической и статической рекристаллизации.
В структуре горячедеформированной стали могут наблюдаться зоны крупных слабодеформированных и нерекристаллизованных зерен, участки с рекристаллизованными зернами, претерпевшими первичную, собирательную и даже вторичную рекристаллизацию, области с измельченными зернами. При последующей холодной деформации сталь сохраняет эту неоднородность, которая усугубляется неравномерным развитием холодной деформации и проявляется при отжиге. В участках, претерпевших холодную деформацию со степенями выше критической, образуется нормальная зеренная структура; в зонах, где степень деформации соответствовала критической, вырастают крупные зерна. В доэвтектоидной стали, прокатанной в интервале температур АСз — АС1, т. е. в двухфазной аустенитно-ферритной области, также проявляется разнозернистость структуры. Причиной ее является разная скорость динамической и статической рекристаллизации феррита и аустенита, причем ферритные зерна, более склонные к рекристаллизации, растут быстрее. Разнозернистость в деформированных сталях, как правило, имеет зональный характер. Она приводит к снижению прочностных и пластических свойств стали.








