 2014-02-24
2014-02-24 1120
1120Пайку проводят под небольшим давлением на соединяемые детали, позволяющим фиксировать требуемый зазор. Наносимые контактные покрытия А и В предохраняют поверхности паяемого металла и припоя от окисления при нагреве.
При капиллярной пайке расплавленный припой заполняет зазор и удерживается в нем под действием капиллярных сил. Размер зазора устанавливается в пределах и определяет структуру, химический состав паяного шва, механические свойства соединения, экономичность процесса пайки, дефектность структуры, протекание ликвационных процессов.
Способы капиллярной и некапиллярной пайки
Выбор способа пайки определяется многими факторами, а именно:
- физическими свойствами материала (температурой плавления и кипения, теплопроводностью и др.), его химическим составом и свойствами (в частности химической активностью легирующих элементов), паяемостью, толщиной паяемого материала, длиной и конфигурацией соединений, размещением и доступностью соединений при пайке, точностью сборки под пайку, возможностью транспортировки изделия, программой выпуска изделий, типом производства, материальными затратами, потому что при проектировании технологии пайки конкретного изделия надо принимать во внимание технико-экономические характеристики способов пайки и наиболее рациональные области их использования.
В соответствии с ГОСТ 17349-79, способы пайки классифицируют по следующим характеристикам:
По методу удаления оксидной пленки: абразивная, кавитационно-абразивная, флюсовая, в активной или нейтральной контролируемой атмосфере, вакуумная.
По источникам нагрева: печная, индукционная, погружением (в расплавленный припой, расплавы солей); электросопротивлением, паяльником.
Основным фактором при выборе способа пайки необходимо считать физико-химические свойства паяемого материала, поэтому сначала определяют способ пайки по механизму образования спая.
По механизму образования паяного соединения и условиям заполнения паяльного зазора способы пайки распределяются на капиллярную пайку и некапиллярную пайку. Способы капиллярной пайки следующие: готовым припоем, диффузионная, контактно-реактивная, реактивно-флюсовая.
Зазоры распределяются на большие (0,2-0,7 мм), номинальные (0,05-0,2 мм) и малые ( ). Оптимальный размер зазора определяется комплексом факторов – конструкцией соединения, металлургическими особенностями процесса взаимодействия припоя с паяемым материалом, активностью флюса или газовой среды, состоянием поверхности паяемого металла.
). Оптимальный размер зазора определяется комплексом факторов – конструкцией соединения, металлургическими особенностями процесса взаимодействия припоя с паяемым материалом, активностью флюса или газовой среды, состоянием поверхности паяемого металла.
При пайке готовым припоем основным требованием является обеспечение процессов физико-химического взаимодействия на границе контакта твердой и жидкой фаз: смачивания, растекания, процессов растворно-диффузионного взаимодействия.
Контактно – реактивной называется капиллярная пайка, при которой припой образуется в результате контактно - реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора.
Контактным плавлением называется переход в жидкое состояние приведенных в контакт разнородных твердых веществ при температуре ниже их точек плавления.
Основные системы компонентов, используемых при диффузионной и контактно-реактивной пайке, следующие:
Al-Zn; Al-Ge; Al-Si; Al-Be; Ag-Si; Ag-Cu; Ag-Ga; Sn-Bi; Pb-Bi; Ti-Bi; Cu-P; Ag-Be; Cu-B; Fe-C; Au-Sb; Zn-Bi.
Явление контактного плавления возможно лишь при нагреве контактирующих веществ выше температуры образования эвтектики или выше температуры плавления наиболее легкоплавкого сплава системы с минимумом на кривой ликвидус.
Процесс контактного плавления включает три стадии:
1) подготовительную стадию, при которой на границе контактирующих металлов возникает слой твердого раствора или химических соединений;
2) стадию образования жидкой фазы; 3) стадию плавления твердых контактирующих фаз.
На первой стадии взаимодействия при контактно – реактивной пайке проходит диффузия компонентов в объем твердых металлов, которая проходит до тех пор, пока концентрация второго компонента в поверхностных слоях взаимодействующих металлов не достигнет равновесного предела растворимости при данной температуре.
По достижении определенной степени насыщения твердого раствора диффундирующим компонентом начинается образование жидкой фазы - вторая стадия контактного плавления. Жидкая фаза образуется по границам зерен и дефектам структуры, это объясняется более высокими значениями коэффициента диффузии по границам зерен, чем в объем зерна. Образование жидкого расплава по границам зерен обычно происходит со стороны того из контактирующих металлов, в котором растворимость другого металла мала, или же в нем достаточно много растворимых примесей. Более всего активно диффузия протекает в сторону компонента, который имеет большую растворимость.
Третья стадия – плавление - наступает тогда, когда пересыщение твердого раствора происходит в определенном объеме контактирующих металлов, большем некоторой критической величины.
Контактно – реактивное плавление начинается обычно от мест неровностей на контактирующих поверхностях, поэтому фронт плавления состоит из отдельных сегментов, а потом выравнивается в общую линию.
При подготовке паяемых металлов перед контактно – реактивной пайкой возможны следующие варианты сборки.
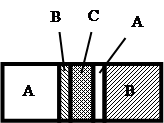
При соединении разнородных металлов А и В, способных к контактно – реактивному плавлению (рис.16):
а) при непосредственном контакте материалов; б) при контакте материалов через прослойку С, не вступающую в контактно – реактивное плавление с А и В, для предотвращения изменения размеров и формы соединяемых деталей при температуре пайки; прокладку покрывают тонким слоем материала В со стороны детали состава А и материала А со стороны детали состава В; такая прокладка гарантирует от недопустимого развития химической эрозии паяемых материалов.
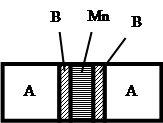
в) при контакте через слой припоя Mпр и покрытие А и В; при укладке в зазор между материалами А и В припоя Mпр, и нанесении на него или прилегающий к нему материал (например А) другого контактирующего материала (например В), происходит активирование поверхности паяемых деталей.
 |
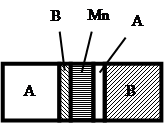 |
Рис.16. Схема сборки под пайкупри соединении разнородных металлов А и В, способных к контактно – реактивному плавлению
Контактно-реактивную пайку можно проводить в двух режимах – стационарном и нестационарном. При стационарном режиме под действием давления, прилагаемого к контактирующим элементам, происходит непрерывное удаление избытка образующейся жидкой фазы, и толщина жидкой прослойки поддерживается постоянной. При нестационарном режиме толщина жидкой прослойки с течением времени непрерывно возрастает вследствие растворения контактирующих веществ в жидкой фазе. Обычно процесс контактно-реактивной пайки ведут в стационарном режиме, во избежание расширения капиллярного зазора и вытекания из него жидкой фазы.
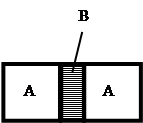
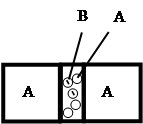
При контактно – реактивной пайке деталей из однородного материала А контактирующий материал В можно применять в виде покрытия, прокладки или в виде смеси порошков (волокон), помещаемых в зазор. Схемы расположения деталей при контактно – реактивной пайке одинаковых материалов следующие: а) через прослойку или покрытие контактно плавящегося металла,; б) через смесь порошков; в) через прослойку припоя и покрытие; г) через прокладку и покрытие.
 | |||
 | |||
 | |||
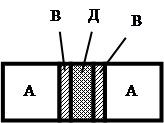 | |||
Рис.17. Схема сборки под пайкупри соединении однородных металлов А.
При сборке с использованием смеси порошков время выдержки при температуре пайки не ограничено, поскольку процесс контактно – реактивного плавления автоматически заканчивается после полного использования прослойки из материала В, толщина которой может быть заранее определена.
При малой пластичности образующейся эвтектики А – В она может быть разбавлена припоем Mпр; тогда контактирующий материал В наносят предварительно на паяемые участки материала А или на фольгу припоя. Возможна сборка и контактно – реактивная пайка деталей из материала А при сборке с некапиллярным зазором через прокладку из материала Д, на которую наносять контактирующий металл В; назначение прокладки Д – убрать часть зазора.
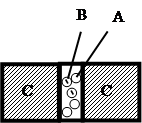
При соединении однородных материалов С, не вступающих в контактно – реактивное плавление с материалами А и В, пайка может быть осуществлена с прослойками (или прокладками) или смесью порошков
(или волокон) из материалов, которые могут контактно плавиться (А и В); при сборке с некапиллярным зазором – из контактно плавящихся металлов А и В или смеси порошков из А и В и наполнителя С.
 | |||
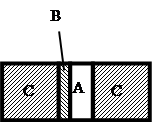 | |||
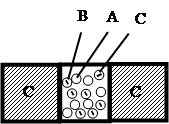
Рис. 18. Схема сборки под пайкупри соединении материалов, неспособных к контактно – реактивному плавлению
Количество образующейся жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прокладок; процесс контактно - реактивного плавления прекращается после расходывания одного из контактирующих материалов.
Паяные швы, образованные эвтектиками, содержащими хрупкие химические соединения, имеют пониженную пластичность и прочность, в соединениях могут возникать трещины, которые становятся надрезами при растяжении и изгибе.
Охрупчивание паяного соединения тем больше, чем толще слой эвтектики.
Поэтому в практике пайки стремятся максимально ограничить толщину прослойки второго металла при соединении однородных металлов, нанося её гальваническим или термовакуумным напылением. Контактные покрытия, образующие хрупкие эвтектики, лучше наносить только на паяемые поверхности.
Повышение пластичности паяных швов возможно путем удаления большей части эвтектики из зазора до её кристаллизации; однако для этого необходимы большие давления. Пайка в таких условиях трудно осуществима, особенно для тонкостенных изделий и изделий с замкнутыми швами.
Повышение пластичности швов возможно «разбавлением» эвтектики паяемым металлом при повышении температуры пайки существенно выше эвтектической, или готовым пластичным припоем на той же основе, что и паяемый металл. Для этого припой должен быть предварительно введен в зазор между паяемыми металлами или нанесен на один из них, а контактный материал нанесен на припой или паяемые поверхности.
Возможно повышение пластичности паяных швов при увеличении скорости диффузии компонентов эвтектики, образующих химические соединения, из шва в паяемый металл (при контактно-реактивной диффузионной пайке), или при коагуляции включений химических соединений в процессе высокотемпературной гомогенизации паяемых соединений, или при модифицировании.
При контактно – реактивной пайке сплавов на основе алюминия между паяемыми деталями укладывают серебряные прокладки или наносят серебряное покрытие толщиной 0,05-0,12 мм, детали сжимают силой 7 – 35 МН/м2 , узел нагревают до 560°С.
При изготовлении медных радиаторов в качестве припоя применяют серебряное покрытие толщиной 0,06-0,13мм, которое наносят на штампованные пластины из медной фольги гальваническим способом или плакированием при прокатке. После штамповки и сборки набор пластин радиатора закрепляют в приспосаблении из жаростойкой стали и паяют при температуре 8000С. В результате контактного плавления образуется медно-серебряная эвтектика, после кристаллизации которой образуется достаточно прочное и пластичное соединение. При контактно-реактивной пайке используют колпаковые водородные печи.
Покрытие из серебра используют при пайке сотовых панелей и узлов космических кораблей из алюминиевых сплавов и при пайки меди и её сплавов со сталями: использование скоростного нагрева электроконтактным способом обеспечивает качественную пайку меди на воздухе без флюса и защитных сред по следующей технологии: на латунные детали наносят слой серебра толщиной 1,5 – 6 мкм, пайку выполняют в печи с применением флюса при температуре пайки Тп=700°С.
При пайке титана и его сплавов в основном используют медные и никелевые покрытия. Лучшие результаты получают при сочетании контактно – реактивной пайки с диффузионной, в процессе которой происходит коагуляция интерметаллидов (Ti2Ni, Cu3Ti, Cu3Ti2) и снижение их содержания в шве, что способствует повышению механических свойств соединения.
Равнопрочные соединения получают за счет увеличения площади контакта поверхностей. Например, конусное соединение труб позволяет соединить жаропрочные и тугоплавкие материалы при относительно низких температурах и получать швы с высокой температурой вторичного расплавления.
Диффузионной называется капиллярная пайка, при которой затвердевание шва происходит выше температуры солидус припоя без охлаждения из жидкого состояния. Этот процесс происходит при продолжительной выдержке для упрочнения соединения за счет диффузии компонентов припоя и паяемых металлов.
Особенностью диффузионной пайки является проведения процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру паяного соединения, повысить температуру распаивания; этот способ пайки используют для повышения прочности и пластичности паяных соединений, устранения возможных образований малопластичной литой структуры, интерметаллидных прослоек, которые возникают в некоторых случаях при кристаллизации шва, для повышения коррозионной стойкости паяного шва без ухудшения физико – химических характеристик паяемого металла.
Диффузионную пайку необходимо проводить с продолжительной выдержкой как в процессе пайки при температуре образования паяного шва, так и после завершения процесса пайки при температуре ниже температуры солидус припоя.
Размер шва регулируется исходным зазором и может быть снижен за счет приложения давления.
Скорость процесса может быть также увеличена за счет факторов, ускоряющих диффузию в твердой фазе – термоциклирование, применение скоростного нагрева, создание дефектной структуры поверхностных слоев паяемых материалов.
Для предотвращения образования интерметаллидов температуру пайки выбирают выше температуры плавления химических соединений.
Условие осуществления процесса диффузионной пайки – существование при температуре пайки широкой области твердых растворов либо легкоплавкой основы припоя в паяемом металле.

