 2014-02-09
2014-02-09 954
954Необходимо отметить, что рассмотренные выше способы восстановления требуют специального оборудования и применимы, как правило, только в заводских условиях. Непосредственно в условиях эксплуатации судна для восстановления можно использовать сварку, наплавку и метод деформирования деталей.
Сварка для восстановления на судах используется в том случае, когда в детали необходимо устранить трещины или какие-либо небольшие местные дефекты. Учитывая значительные размеры и теплоемкость деталей, предпочтение отдают обладающей большей удельной мощностью, в сравнении с газовой, электродуговой сварке.
Выявленный дефект разделывают или удаляют механически (проводят вырубку зубилом, зачистку абразивным кругом и др.), а затем при сварке формируют усиленный шов. Для деталей из материалов, склонных к закалке (стали с эквивалентным содержанием углерода выше 0,3 %, чугуны), проводят предварительный подогрев.
Сварку используют и при соединительной сварке разрушившихся частей детали.
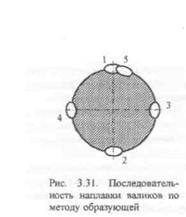
Наплавка позволяет нарастить достаточно большую толщину металла. Ее ведут чаще всего по образующей, накладывая сварочные валики поочередно по концам диаметра (рис. 3.31). Это помогает снизить деформацию в восстанавливаемом изделии. Помимо этого, наплавку рекомендуется вести в нижнем положении, для чего деталь необходимо периодически поворачивать на 180е и обеспечивать перекрытие валиков на ~ 1/3 их ширины.
Метод наплавки по винтовой линии более сложен, так как требует непрерывного, синхронизированного со скоростью горения электрода, вращения детали.
Если производится наплавка неподвижного сопряжения, то желательно подбирать материал таким образом, чтобы химсоставы наплавляемого металла и детали были близки. Для подвижных соединений возможна наплавка слоев с особыми свойствами.
|
Пластическое деформирование можно использовать для восстановления деталей, имеющих соосно-расположенные с восстанавливаемой поверхности. Способ основан на свойстве материала при изменении формы и размеров сохранять свой объем.
Так, если через внутреннюю поверхность полого поршневого пальца продавить специальный инструмент - пуансон, имеющий диаметр больше, то соосная с ней наружная поверхность также увеличится. Такой прием носит название раздачи.
Другой часто используемой разновидностью метода является накатка наружных поверхностей, когда ее диаметр на отдельных участках возрастает за счет вытеснения металла с других. Как правило, накатку применяют для восстановления неподвижных сопряжений СТС.
Как показал многолетний практический опыт, все перечисленные технологические операции при проведении их в условиях эксплуатации судна позволяют оперативно решать различные производственные задачи, поддерживать СТС в технически исправном состоянии.








