 2014-02-24
2014-02-24 428
428Качество все активнее становится критерием получения заказа, а во многих областях – уже и квалификационным критерием. Вместе с этим постоянно нарастает и давление улучшить качество. На таких рынках более высокое качество разработки и качество соответствия создают и повышают конкурентоспособность фирмы. Улучшение качества производства позволяет снизить затраты.
Цель статистического контроля процессов – обеспечить наладку производственного процесса и выпуск продукции в соответствии со спецификацией.
Все процессы изменчивы. Статистический контроль основан на наблюдении, что эта изменчивость определяется внутренним непостоянством процесса (что иногда называют общей причиной непостоянства) и переменами, вызванными изменениями в процессе или его среде (особой причиной непостоянства). По определению, для исправления общей причины непостоянства ничего нельзя предпринять, не меняя при этом весь процесс. Поэтому в статистическом контроле и различаются два источника непостоянства, чтобы можно было противодействовать или расследовать только особую причину.
Контроль процесса по качественным признакам. Карта типа – р
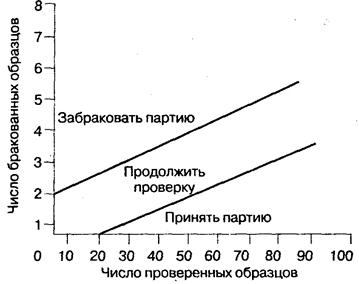
Оценка по качественным признакам заключается в оценке выборки единиц продукции и принятии простого решения: данные изделия качественные или некачественные. Поскольку это решение типа "Да/Нет", для принятия его используются контрольные р -карты, основанные на простых статистических данных, где устанавливаются верхняя (Upper Control Limit – UCL) и нижняя (Lower Control Limit – LCL) контрольные границы. Эти контрольные границы отмечаются на контрольной карте, а затем на ней откладываются доли брака каждой отдельно протестированной выборки. Считается, что анализируемый производственный процесс идет правильно, если выборки, которые периодически делаются на протяжении дня, не выходят за пределы указанных контрольных границ. Значения верхней и нижней контрольных границ рассчитываются по формулам:
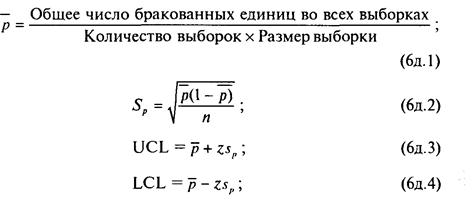
где р – доля брака, sp – стандартное (среднеквадратическое) отклонение, п – размер выборки, а z – количество стандартных отклонений при конкретной степени достоверности. Обычно берутся показатели z = 3 (степень достоверности – 99,7%) или z = 2,58 (степень достоверности – 99%).








